料道的温度控制是至关重要的,其温度变化1℃,它料滴重量要变化达2克。现代制瓶机机速越来越快,它向着高机速(串联机)、多料滴、轻量化的方向发展。它要求料道的温度必须要有精确的控制以及良好的玻璃温度的均化。.特别是采用小口压&吹法来生产轻量瓶时,对料道温度的测量与控制其要求更高。
现在料道上普遍均采用三点热电偶来测料道的温度。
热电偶是工业上最常见的温度检测元件之一。热电偶测温原理:将二种不同材料的导体A与B焊接起来,构成一个闭合回路。当A与B二点存在温差时,二者之间产生电动势。在回路中形成一个电流,称为料道称为热电效应。热电偶就是利用这一效应来工作的。
三点热电偶(Triplexthermocouple)顾名思义,即在一垂直线上可测三个温度点。它看上去与普通热电偶相差无几,但在它内部分别装有三个热电偶丝的装置,因此用它可以测量三个垂直方向的温度。我们称为“三点式”热电偶。在玻璃行业中,它广泛应用于料道玻璃液的测量。由于三点热电偶是在是高温、玻璃液的侵蚀以及玻璃液流动磨损工况下工作,因此此类热电偶外层均用铂涂层。如图一:
现在料道上普遍均采用三点热电偶来测料道的温度。
热电偶是工业上最常见的温度检测元件之一。热电偶测温原理:将二种不同材料的导体A与B焊接起来,构成一个闭合回路。当A与B二点存在温差时,二者之间产生电动势。在回路中形成一个电流,称为料道称为热电效应。热电偶就是利用这一效应来工作的。
三点热电偶(Triplexthermocouple)顾名思义,即在一垂直线上可测三个温度点。它看上去与普通热电偶相差无几,但在它内部分别装有三个热电偶丝的装置,因此用它可以测量三个垂直方向的温度。我们称为“三点式”热电偶。在玻璃行业中,它广泛应用于料道玻璃液的测量。由于三点热电偶是在是高温、玻璃液的侵蚀以及玻璃液流动磨损工况下工作,因此此类热电偶外层均用铂涂层。如图一:

料道里为什么要使用三点热电偶来测温?
这是因为料道是一个由耐火材料构成的槽砖通道,通过它熔化的玻璃液从熔炉流向成型机。玻璃液在槽砖流动时,玻璃液在槽砖二侧与底部接触到耐火材料,其温度必然要降低,其流动也随之慢下来。而中部的上层玻璃液流动较快,其温度也高于料道的二侧与底部。我们称为料道的“中心流”,从而在料道里产生了水平的(中间玻璃液与料道二侧的玻璃液)、垂直的(玻璃液上部与中下部)的温度差。给玻璃液的均化带来不利影响。
因此我们要用三点热电偶来测量它们各自垂直方向的温度值,然后进行分析或进行控制。测量点如图二:
这是因为料道是一个由耐火材料构成的槽砖通道,通过它熔化的玻璃液从熔炉流向成型机。玻璃液在槽砖流动时,玻璃液在槽砖二侧与底部接触到耐火材料,其温度必然要降低,其流动也随之慢下来。而中部的上层玻璃液流动较快,其温度也高于料道的二侧与底部。我们称为料道的“中心流”,从而在料道里产生了水平的(中间玻璃液与料道二侧的玻璃液)、垂直的(玻璃液上部与中下部)的温度差。给玻璃液的均化带来不利影响。
因此我们要用三点热电偶来测量它们各自垂直方向的温度值,然后进行分析或进行控制。测量点如图二:

一.当你确定了料道测量点后,须注意以下几要点
1. 三点热电偶分度号的选定:
在料道处一般我们选S型与R型。S型在我国使用的历史十分悠久,其配套的显示仪表与控制仪表较多,但它的输出毫伏数值较低。如:S型热电偶在1200℃时,其输出为11.951毫伏。而R型是近几十年引进使用的,它的特点其输出毫伏数值较高。R型热电偶在1200℃时,其输出为13.228毫伏。显然其毫伏较高。但我们在选用R型时,要特别注意它配套仪表的兼容性,千万不能搞错。其价格也会高一些。
二种型号各有特点,不过在国外与合资企业他们多选用R型的。建议一个公司或者一个集团最好采用某一统一的型号,这样管理可方便一些。
2. 三点热电偶的安装位置:
(1)首先是垂直方向:下部测点距槽砖底向上25毫米(如图二的B点、C点),上部测点距液面向下25毫米(如图二的A点、),中间测点为玻璃液面的1/2处。如图三:
1. 三点热电偶分度号的选定:
在料道处一般我们选S型与R型。S型在我国使用的历史十分悠久,其配套的显示仪表与控制仪表较多,但它的输出毫伏数值较低。如:S型热电偶在1200℃时,其输出为11.951毫伏。而R型是近几十年引进使用的,它的特点其输出毫伏数值较高。R型热电偶在1200℃时,其输出为13.228毫伏。显然其毫伏较高。但我们在选用R型时,要特别注意它配套仪表的兼容性,千万不能搞错。其价格也会高一些。
二种型号各有特点,不过在国外与合资企业他们多选用R型的。建议一个公司或者一个集团最好采用某一统一的型号,这样管理可方便一些。
2. 三点热电偶的安装位置:
(1)首先是垂直方向:下部测点距槽砖底向上25毫米(如图二的B点、C点),上部测点距液面向下25毫米(如图二的A点、),中间测点为玻璃液面的1/2处。如图三:
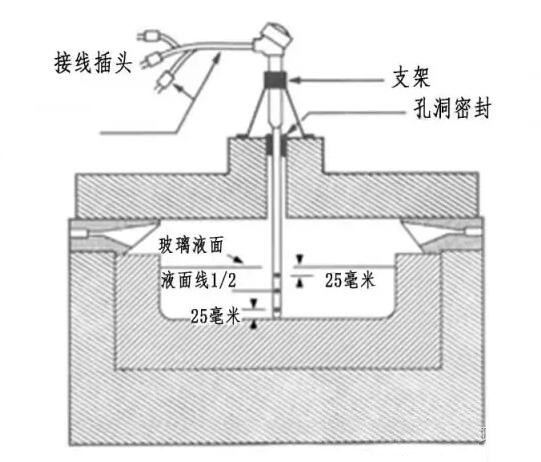
从图三我们可以间接地了解到,当玻璃液面有波动时,也会对三点热电偶测量值带来一定的影响。
(2)水平方向:三根热电偶距离料盆230毫米左右,中间一根热电偶处在料道中心线,以它为准,距左右二侧热电偶的距离为该砖宽的1/3处。见图四:
(2)水平方向:三根热电偶距离料盆230毫米左右,中间一根热电偶处在料道中心线,以它为准,距左右二侧热电偶的距离为该砖宽的1/3处。见图四:

(3)要注意,没有一个料道的工况是完全一样的,各料道的测温显示温度值各有不同。比如在料道上测温,一般的热电偶支架是不能精确定位的,如水平方向如变动±15毫米,垂直方向变动±10毫米,其温度变化达±5℃的温差。因此各工厂的操作人员必须要根据本料道的出料情况与玻璃液的质量,定出各自料道的控制温度值。
3. 热电偶的支架
从图四我们知道料道的温度测点,其热电偶的位置定位要尽可能的准确。因此要注意热电偶支架的稳固性与定位的准确性,并且热电偶要能够上下调节自如。典型的热电偶支架。见图五:
3. 热电偶的支架
从图四我们知道料道的温度测点,其热电偶的位置定位要尽可能的准确。因此要注意热电偶支架的稳固性与定位的准确性,并且热电偶要能够上下调节自如。典型的热电偶支架。见图五:
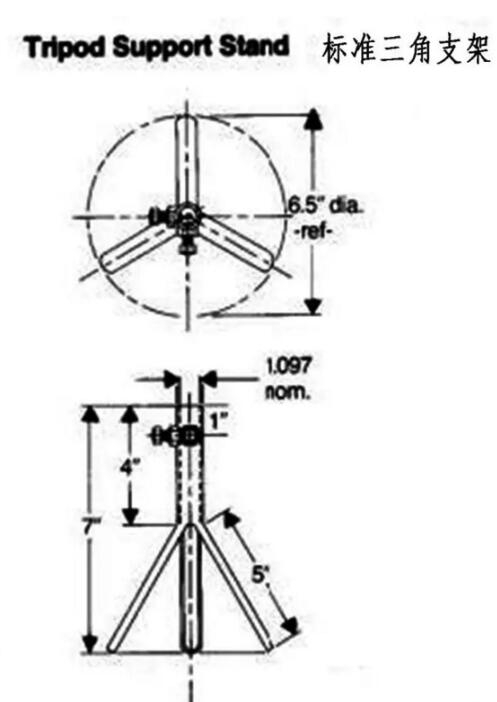
由于料道上方地方狭小,料道上盖砖上面布满了冷却机构、冷却管路等。这要求我们要根据各厂的实际情况,选好选对热电偶的支架,以保证三点热电偶长期地工作正常。
4. 现代料道热电偶的补偿导线接线,一般均使用插头插入式的接线方法,见图一与图六:
4. 现代料道热电偶的补偿导线接线,一般均使用插头插入式的接线方法,见图一与图六:
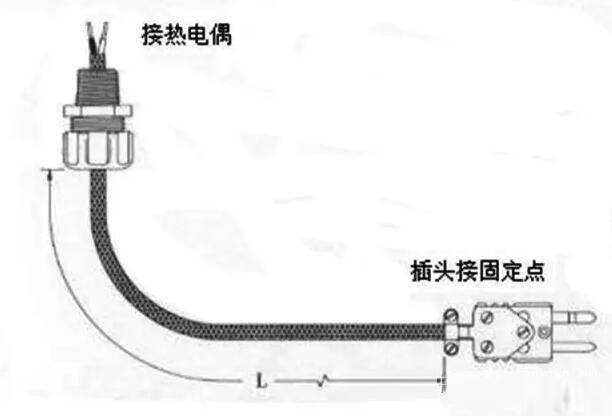
补偿导线接热电偶处在出厂时已经接好。现场只要将插头插入插座上即可(插座的补偿导线要一直连到温度控制柜里)。插头上有明显的标记:上(T,Top)、中(M,Middle)、下(B,Bottom)。插座上也有相应的记号,以免插错。
该插头、插座均为专用的,其接触电阻很小。由于是插座式的,在调换热电偶时或者在仪表调试时均十分方便。
二.温度控制点的选择与控制
从图二所示,我们共有九的温度值可供选择。我们一般以中间的热电偶上部测点为温度控制的信号(A点),以此信号来控制燃气的大小(或者控制电加热的输出功率),来保持其温度的稳定。比如:该点温度降低,仪表控制仪与设定值相比较,其输出增大,然后执行机构开大,燃气增加,料道温度逐步上升,向设定值靠拢。如该点温度上升,过程反之。
左右二侧下部测点为料道左右二侧温度控制的信号(B点与C点)。温度控制仪根据各自的设定温度,分别控制插入料道玻璃液中的钼电极的功率的大小,以达到稳定该二点的温度值。
根据我们多年的经验,二侧底部设定的温度值(B点与C点)要比中间上部的温度值(A点)高出5 ℃~ 8℃左右。这样的温度差,在以后玻璃液流动过程中,其温度差值会逐步趋于一致。当进入料盆后玻璃液温度将是一致的与均匀的。
该插头、插座均为专用的,其接触电阻很小。由于是插座式的,在调换热电偶时或者在仪表调试时均十分方便。
二.温度控制点的选择与控制
从图二所示,我们共有九的温度值可供选择。我们一般以中间的热电偶上部测点为温度控制的信号(A点),以此信号来控制燃气的大小(或者控制电加热的输出功率),来保持其温度的稳定。比如:该点温度降低,仪表控制仪与设定值相比较,其输出增大,然后执行机构开大,燃气增加,料道温度逐步上升,向设定值靠拢。如该点温度上升,过程反之。
左右二侧下部测点为料道左右二侧温度控制的信号(B点与C点)。温度控制仪根据各自的设定温度,分别控制插入料道玻璃液中的钼电极的功率的大小,以达到稳定该二点的温度值。
根据我们多年的经验,二侧底部设定的温度值(B点与C点)要比中间上部的温度值(A点)高出5 ℃~ 8℃左右。这样的温度差,在以后玻璃液流动过程中,其温度差值会逐步趋于一致。当进入料盆后玻璃液温度将是一致的与均匀的。
三.料道的效率的计算
料道前端安装三根三点式热电偶,它共有9个测点,利用此9点测出的温度数值,可以通过数学公式的计算,定量地计算出该料道玻璃液均化的情况,我们称之为:该料道的效率(Gradient Efficiency)。
如何使用三点式热电偶来量化料道玻璃液的均化程度呢?世界各大玻璃公司均有各自的计算方式法。如:O-I公司、SORG公司、EMHART等公司。现以EMHART公司为例,作一介绍。
举例的料道测温情况如下。见图七:
料道前端安装三根三点式热电偶,它共有9个测点,利用此9点测出的温度数值,可以通过数学公式的计算,定量地计算出该料道玻璃液均化的情况,我们称之为:该料道的效率(Gradient Efficiency)。
如何使用三点式热电偶来量化料道玻璃液的均化程度呢?世界各大玻璃公司均有各自的计算方式法。如:O-I公司、SORG公司、EMHART等公司。现以EMHART公司为例,作一介绍。
举例的料道测温情况如下。见图七:

计算如下:
料道横行温度计算(取绝对值),中间的温度与料道二侧的温度之差:
横向温度计算:上部温度1162与左1157右1159之间的温差;共二点,
1162-1157=5,
1162-1159=3;
中部温度1173与左1165右1167之间的温差;共二点,
1173-1165=8,
1173-1167=6,;
下部温度1175与左1160右1162之间的温差;共二点,
1175-1160=15,
1175-1162=13;
横向温度计算共六点,计算完毕。
2,料道纵向温度计算(取绝对值),上部温度减去下部温度之差:
左上温度1157与左下温度1160之间的温差;共一点,
1157-1160=3,
中上温度1162与中下温度1175之间的温差;共一点,
1162-1175=13,
右上温度1159与右下温度1162之间的温差;共一点,
1159-1162=3;
纵向温度计算共三点,计算完毕。
3,将以上二项计算数值九点相加:
5+3+8+6+15+13+3+13+3=69;
4,将相加后的数值,除以料道中部三点温度中最高的温度值(1175):
69÷1175=0.0587;
5,计算该料道的效率%(Gradient Efficiency):
(1-0.0587)×100=94.13%,
此94.13% 即为图七料道的效率。
注意此效率(94.13%),它是指某一料道在一定的出料量所反映的均化情况,此百分比在同一料道相似的情况下,此数值能反映出料道的均化程度,它才有实际的指导生产意义。
国外还有使用五点温度的测量。如图八:
料道横行温度计算(取绝对值),中间的温度与料道二侧的温度之差:
横向温度计算:上部温度1162与左1157右1159之间的温差;共二点,
1162-1157=5,
1162-1159=3;
中部温度1173与左1165右1167之间的温差;共二点,
1173-1165=8,
1173-1167=6,;
下部温度1175与左1160右1162之间的温差;共二点,
1175-1160=15,
1175-1162=13;
横向温度计算共六点,计算完毕。
2,料道纵向温度计算(取绝对值),上部温度减去下部温度之差:
左上温度1157与左下温度1160之间的温差;共一点,
1157-1160=3,
中上温度1162与中下温度1175之间的温差;共一点,
1162-1175=13,
右上温度1159与右下温度1162之间的温差;共一点,
1159-1162=3;
纵向温度计算共三点,计算完毕。
3,将以上二项计算数值九点相加:
5+3+8+6+15+13+3+13+3=69;
4,将相加后的数值,除以料道中部三点温度中最高的温度值(1175):
69÷1175=0.0587;
5,计算该料道的效率%(Gradient Efficiency):
(1-0.0587)×100=94.13%,
此94.13% 即为图七料道的效率。
注意此效率(94.13%),它是指某一料道在一定的出料量所反映的均化情况,此百分比在同一料道相似的情况下,此数值能反映出料道的均化程度,它才有实际的指导生产意义。
国外还有使用五点温度的测量。如图八:

虽然测量点减少,成本却可以降低,它也能计算出料道的效率。计算原理同上,这里不作进一步的介绍。初次使用三点热电偶的工厂,它也是一种不错的选择。
有三点热电偶,当然也有二点式热电偶。我们可以运用单点热电偶、二点热电偶与三点热电偶的组合,形成不同的组态,可灵活地运用在料道的后冷却区,前冷却区与均化区里。可使成本进一步再降低。
准确可靠地测出料道的温度,它是料道温度控制的第一步,因此我们必须要重视此项工作,把料道的热电偶测温工作做得完美。
有三点热电偶,当然也有二点式热电偶。我们可以运用单点热电偶、二点热电偶与三点热电偶的组合,形成不同的组态,可灵活地运用在料道的后冷却区,前冷却区与均化区里。可使成本进一步再降低。
准确可靠地测出料道的温度,它是料道温度控制的第一步,因此我们必须要重视此项工作,把料道的热电偶测温工作做得完美。












