

| 加工定制 | 是 | 工艺类型 | 冲压成型模 | 作用对象 | 金属 |
| 主要加工设备 | CNC | 加工设备数量 | 50 | 加工能力 | 100万/月 |
| 适用范围 | 五金工具,摩托车,混凝土成型,鞋业,电器,餐具,食品,电子,家电,日用品,汽车,航天,医疗,工艺品,手机 | 质量体系 | iso9001 | 模具材质 | Cr12Mov |

适用于以下公司的折弯机床:
黄石黄锻、金方圆、亚伟、江苏扬力、ACL;美国史翠柏[STRIPPIT];日本阿姆达[AMADA],小松[KOMATS],天田[TOKYO],日本东洋;意大利[GASPARING];
芬兰芬帕尔[FINN-POWER];德国通快[TRUMPF],比利时[LVD];济南捷迈,天津埃佛因,荷兰大力,台湾晔俊,扬州贝勒,,天水锻压;华夏、中意、上海冲剪、上海新力、海安,江都锻压等地生产的折弯机床。
quapin折弯模具采用的国际通用材料42CrMo和先进的加工工艺;所有关键部位的尺寸均能达到±0.02MM的水平,致力于为客户提供最佳的折弯加工。
我们的优势:
高精度:川品所有的模具刃口采用一次性磨削成型,这样就能保证同一型号的模具角度、R角的高度一致;不论后续何时购买,都能保证同一拼装精度(磨损情况除外)
标准化:川品模具标准保持与国内外一致,可以与其它厂家进行简单的拼装;标准化的分割能高效的折弯任意的角度、标准化的作业减少了工时的损耗、提升了效率。
耐磨性:川品所有的模具整条均通过淬火和精磨,拒绝局部的淬火,提高了模具的整体稳定性、耐磨性和折弯模具应有的韧性。
专业性:我们逐步的提供我们员工的销售素质和能力,每月必须返厂予以学习,有专门的RG系列的折弯机供销售人员学习和理解,以便更好的服务与客户,我们提供基于客户产品的一体化模具解决方案。
广东区域客户,可以通过相关的上门服务!
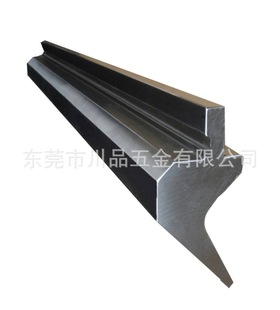
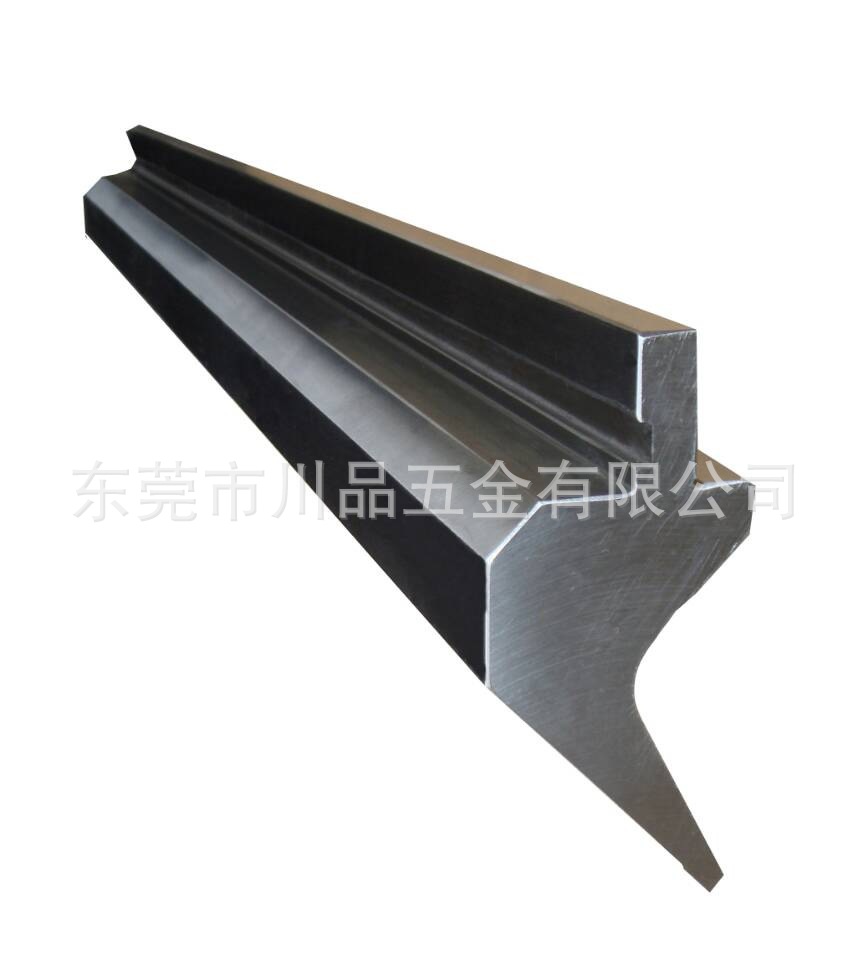
亚威数控冲床夹钳零部件示例:

========================订购须知==========================
钣金折弯就是将金属板材通过压力设备和特制的模具,把平面的板料变为立体的加工过程称为折弯。
由于不同材质、厚度、长度、宽度的板材和所须成形的不同形状和角度,所以就有不同吨位和大小压力设备的折弯机,配以不同高度、形状、V幅大小的上下模以其特殊形状的特殊模具。
根据客户的不同要求,选择最佳的模具设计方案,以最快的时间,最好的品质满足客户的要求。另外,如果在选定模具有困难时,请向本公司提出咨询,届时,请提供以下内容:
1.折弯形状成品总图和折弯部分的局部详细图(折弯半径、内处轮廓尺寸、公差范围等)
2.材质、板厚
3.对于划痕(伤)的要求
4.折弯时使用的机械(机床型号、最大吨位、工作台长度)
5.其它,特别需要指定的事项。川品一贯遵从客户至上,视品质为生命的原则,竭尽所能,完成您赋予的任务,精工细造,博取您严格的满分。欢迎来电来函洽商!
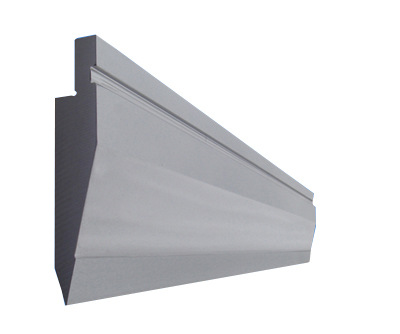
上模快速夹具

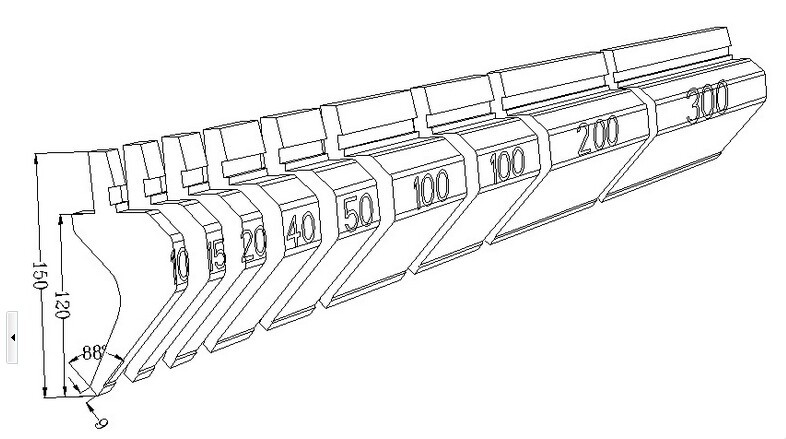
=======================折弯模具的分割===========================
数控折弯刀具分段,常规分段规格如下:
模具分段1
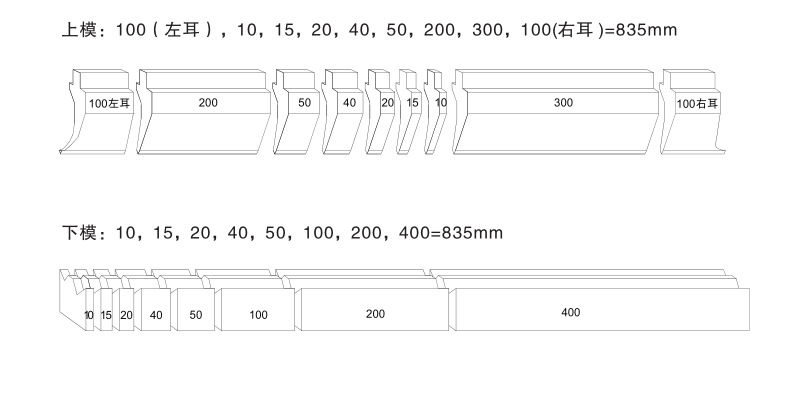
数控折弯上模:100(左)、10、15、20、40、50、200、300、100(右)=835mm
数控折弯下模:10、15、20、40、50、100、200、400=835mm
模具分段2
数控折弯上模:100(左)、10、15、20、40、50、165、300、100(右)=800mm
=========================生产流程==============================
下料→锻打→回火→精加工→淬火→退火→调质→粗磨→精磨→检验→包装→出厂
===========================订购须知========================


1、本价格及图片仅为参考,由于产品的特殊性,不同规格、不同材料、不同的技术要求,价格与图片也不相同,请一定要说明规格材料和要求,留下联系您的方式,我们会及时与您联系,给您报价。
2、与我客服人员联系时,请告之之前有没有购买我厂的其它产品,我公司对所有的客户都有备案记 录,以方便查找您原来的订购信息,节省你的宝贵时间。
3、为了给您订做出所需要的产品,请您提供产品的规格,型号和机器的具体厂家,个别精密产品还需要您提供您的图纸,图片或者样品。
4、标准件我们一周内即可发货,非标加工件的周期,根据您的工件难易而订!
5、本价格及图片仅为参考,实际根据亲的需要,不同规格不同材料价格图片也不同;邮费也是虚数,大件产品一般走物流。
6、本公司是厂家直销,公司系一般纳税人,可以签定正规合同,并提供正规增值税额发票。、
=========================模具的使用注意事项=======================
折弯模具的注意事项:
① 严格按照折弯模具所界定的压力范围内使用
川品机械设备所生产的折弯模具是采用优质钢材经特殊热处理制作而成,具有硬度高,不易磨损,承受压力大等特点,但每套模具都有他承受的极限压力:吨/米,所以在使用模具时要正确选用模具的长度,即每米要加多少压力,绝不能超过模具所标注的压力。
② 在折弯模具对原点的时候:严禁用分割小模对刀!
为了不损坏川品数控折弯模具,我们规定了在对原点时,一定要用300mm以上长度的上下模进行对原点.对好原点后才可以使用相同高度的上模、下模。严禁使用分割小模进行对原点,而且对原点一定要按折弯机器内部的原点压力为标准。
③ 在折弯模具的使用过程中:一台机器的上上模具或下模高度需要保持一致!
在使用模具时,由于各种模具的高度不一致,所以在一台机器上选用模具时只能用同样高度的模具,不能用不同高度的模具。
④ 在折弯模具的使用过程中:应该灵活的选择合适的上、下模具
在使用模具时,要根据金属板料的材质硬度、厚度、长度来选用合适的上、下模,一般按5~6T的标准使用下模,长度要比板料长一些,当材质越硬、厚度越大的料,应用槽较宽一点的下模。
⑤ 在折弯模具的使用过程中:注意折弯工序。
在折弯锐角或压死角时,应选用30度上,先折锐角、后压死边。在折弯R角时,应选用R上模和R下模进行。
⑥ 在折弯模具的使用过程中:分段和单条折弯模具的使用
在折弯较长的工件时,最好不要用分段模具,减少接刀压痕,而且最好选用单槽的,因为单槽的下模V槽外角R大,不易产生折弯压痕。
⑦ 在折弯模具的使用过程中:分段和单条折弯模具的使用
在选用上模时,具体要使用哪一种上模,我们应对所有模具的参数进行了解,然后根据所需要成形的产品形状,来决定用什么上模。
在折弯硬度特硬或板料太厚的产品时,不准用模具来折弯钢筋或其他圆柱体的产品。
⑧ 折弯模具使用重要的安全提示/保养
在使用模具时,应头脑清晰,在机器对完原点后应锁住上、下模,不要让模具掉下来,伤人或伤模具,操作过程中,加压要注意,不可一下加太大压力,注意屏幕显示数据变化。
折弯模具使用重要的保养
用完模具要及时放回模具架上,并按标识放好,经常清扫模具上的灰尘,并涂上防锈油,以免生锈,降低模具精度。