|
加入桌面
|
广告服务
|
投诉窗口
|
品牌推广
|
招商代理
供应信息
求购信息
公司企业
行业资讯
招商代理
搜索
网站首页
供应信息
求购信息
公司企业
市场行情
展会信息
行业资讯
品牌推荐
人才招聘
乐购商城
创新平台
English
当前位置:
首页
»
行业资讯
»
技术交流
» 正文
高效率、低能耗、提机速玻璃模具智能冷却和控制系统- 德国LWN冷却风机系统
发布日期:2024-04-15 作者:中国玻璃模具网 浏览次数:
3036
核心提示:中空玻璃生产的核心工艺是热端成型,而热端成型的重点在于温度控制。此方案适用于各种玻璃瓶罐、医药玻璃和特殊中空玻璃。模具在
中空玻璃生产的核心工艺是热端成型,而热端成型的重点在于温度控制。此方案适用于各种玻璃瓶罐、医药玻璃和特殊中空玻璃。
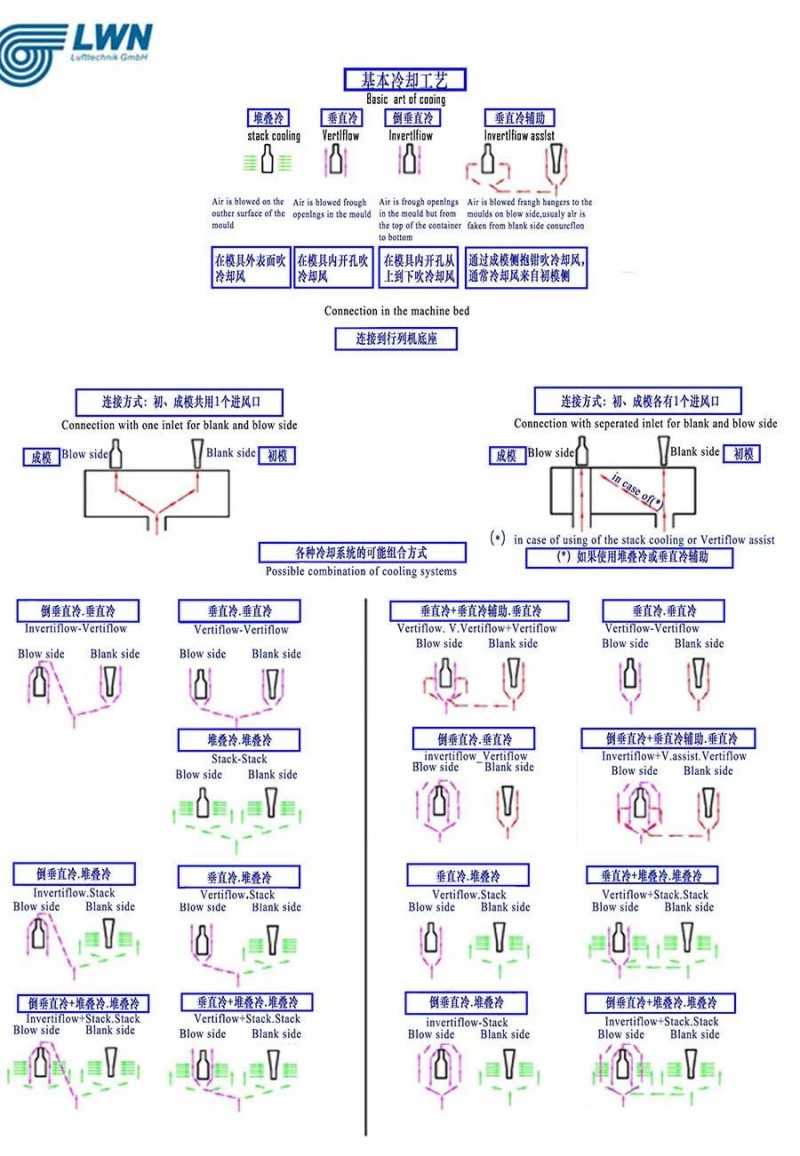
模具在热端成型工艺中的功能,不仅仅是让料滴成型为正确形状的瓶罐,也要保证料滴有合适的成型温度。在中空玻璃行业,通常会应用如下模具冷却方式:
垂直冷却和倒垂直冷却法 - 冷却风从模具下方 (垂直冷却) 或上方 (倒垂直冷却) 进入模具横截面的轴向通道对模具进行轴向冷却。当模具落料关闭时,冷却风进入模具。模具冷却时间和时长通过成型设备的配时进行设定。此时,模具动作为“模具关”状态。
360°冷却、E-MOC冷却、轴向冷却法的工作原理类似。区别在于,360°冷却气是通过模具挂钩或其它可活动通道进入模具冷却,不受限于行列机的任何动作。挂钩通常位于模具中部位置,冷却风从中部位置进入模具后往上往下流动,从而实现360°冷却。
堆叠冷却径向冷却法 - 通过对模具外部进行吹气来实现冷却。冷却风通过置于组段外缘的风嘴进行冷却风分配。叠冷同样可以实现360°冷却,不受限于成型设备的任何动作。
当然,随着玻璃工艺的发展,也会有其他特殊的冷却方式。
根据生产的需要,我们可以在同一个组段使用多种冷却方式组合。如下图所示:
玻璃成型生产因以下因素各有不同:设备组段数、料滴数、最大生产速度、设备可用的模具尺寸、模具冷却方式、设备机构的驱动方式、中空玻璃类型等, 但设备运行的原理通常是趋同的。
模具冷却系统使用独立风机,通过风管连接至行列机各组段模具。通过控制风机的电机转速,实现不同的风压和风量供应,从而使模具获得需要和适宜的温度。
模具冷却效率是影响成型设备生产速度的一个重要因素。冷却工艺也是能源消耗密集的工艺过程。玻璃成型作为一个持续性的闭环工艺,不能有任何中断或干扰,模具长时间处于高温状态,如果没有及时的冷却,温度会不断上升。而模具中的玻璃温度是不允许有很大波动的,因此当模具到达一个临界高温,玻璃成型也就无法继续下去了。同时,冷却不足也会导致玻璃成型缺陷、模具快速磨损甚至损坏。模具冷却不足带来的还有能源的大量消耗(玻璃重熔、冷却风机不得不超负荷工作),无形中增加了工厂的能源成本。
有的工厂不得已只能降低设备生产速度,或者使用更少的组段(如一台十组机只开其中的八个组段)来进行生产,使得工厂的盈利大受影响。
因此,模具温度控制对于玻璃成型减少缺陷率和提高机速至关重要。
那么影响模具温度的因素有哪些呢?
通常有如下因素:玻璃液温度、CRV生产速度 (模腔速率和料滴剪切速度)、 模具材料、模具构造、成型机配时、冷却类型、冷却风参数。这些因素界定了每一种生产的特性。
为了使模具温度保持在一个合适的水平,就必须保证模具和冷却风之间最合适和准确的热交换。针对冷却工艺过程,我们需要重点考量:风机入口的空气温度、模具冷却风机工作点位的正确选择、冷却风类型(包括风压和风量参数)的设置、成型机的恰当配时设定。
风机入口的空气温度,特别对于年平均气温很高或者夏天温度极高地区的玻璃工厂来说,是一个值得重点考量的因素,如沙特阿拉伯、澳大利亚等国家和地区。因为过高的空气温度会引起冷却风热容量减少,导致模具的热量不能有效被传递出来。
通常,风机的工作参数是由玻璃厂人员基于经验或玻璃成型设备制造商提供的数据进行选择。风机工作点的不恰当选择会引起模具冷却不足或无法正常冷却等问题。而风机类型的选择错误,则会导致风机运行偏离最佳工作点位,从而出现风管内空气浪涌和过载等现象,严重的会导致轴承损伤、机罩开裂、电机过热、噪音过大、风管裂缝等。
另一个重要参数是冷却风类型(径向冷却情况下)和/或冷却通道 (轴向冷却情况下)。层流方式下的模具和冷却风之间的热对流低于涡流方式下的热对流。冷却类型同时也和风管构造以及成型机底座构造相关。同时,风压和风量也需要密切配合,从而适应冷却需求。
成型机正确的配时设定对模具冷却影响非常大,配时长度受限于既定的生产速度。生产速度越高,冷却配时越短。这个问题特别存在于非360°轴向冷却情况下,特别是垂冷和倒垂冷,当然也包括堆叠冷。
除开上述的主要影响因素,我们同时也可以关注如下几点:
模具构造和材料类型直接影响模具机械耐用性,但模具构造在热性能、热交换和正确的冷却供应等方面的影响却往往不太被重视。从而导致新的玻璃产品打样过程难、久且繁琐。
风机入口的空气湿度对模具冷却效率、空气和模具之间的热交换的影响相对来说比较小。潮湿的空气比干燥的空气具有更大的热容量。仅仅当湿度发生很大的变化,才可能引起冷却效率的较大变化。
在中空玻璃成型工艺中,通常使用空气作为冷却气,并由径向风机进行驱动,通过风管和调节闸板至成型机底床,进而分配到各个组段,进入模具区域对模具进行冷却。冷却过程实际就是将玻璃料滴的适当热量传递至模具,进而与冷却风进行热交换,确保料滴在模具里保持适宜的温度,从而正确成型。而料滴的成型温度范围(无任何缺陷)通常是非常小的,这就要求冷却工艺必须非常精确。
那么,我们迫切需要一套系统,既能有效解决模具冷却精确性的问题,又能对冷却参数和冷却效率进行实时的监控和即时调整。“实时监控和即时调整”是这里的重点,它能保证生产在不被中断的前提下及时调整各种设置,从而保证高的冷却效率,进而保障高机速和高成品率,做到随时随地优化玻璃的成型生产过程,从而大大提升玻璃工厂的盈利能力。良好的玻璃成型温度控制也会有利于玻璃产品的退火,从而降低整个成型过程的能源消耗。操作工的工作量也会大大减少,工厂因此也可以节省更多的人力成本。
那么,这套风机冷却系统和智能控制是如何工作的呢?
下面以“德国LWN冷却风机系统和智能控制系统”为例,简述其工作原理和流程。
1、通常,在玻璃成型过程中对模具进行精确冷却和有效控制,需要从以下几个步骤着手:
分析模具构造对玻璃、模具和冷却风之间的热交换的影响;
传感器收集如下数据:风管中的压力损失、成型设备中的压力损失、进入模具的冷却风压力、料滴进入模具前的温度、风管中的空气温度和湿度、并将这些数据传递给控制系统计算模块。
将需要的生产速度、配时系统可实现或可接受的冷却风最大配时时长,以及模具材料、模具最大耐受温度导入计算模块。
基于如上导入和从传感器接收到的数据,计算模块通过运行数字运算,得出风机合适的工作点位和以及准确的冷却配时,从而使得风机实现冷却效率最大化。
在如上步骤“d”中,如果计算模块显示模具无法获得正确的成型温度,据此也可以判断出成型生产速度没有被提升的可能,或者生产时间需要延长。
冷却参数选择时,也会参考如上(a) 中提到的模具结构分析,包括对生产中已经应用的模具或者是已经打样尚未投入生产的模具的分析。
冷却系统选择的另一个重点就是风机工作点位的选择,静态压力和冷却风流量值构成了坐标轴中的风机工作点位。
另外,数字计算模块能还原模具冷却风道以及冷却风嘴的架构参数,形状、位置及尺寸大小,方便工厂对问题进行回溯。
冷却风泵开关柜的电流数据,以及和料滴剪切速度相关的数据都能导入计算模块进行运算。
冷却系统会对如上数据进行周期性运行,所以正在进行的生产当前状况能即时显示并更新在车间现场显示屏,以及办公区域相关人员的电脑上,不管相关人员身处何处都能及时查看生产情况。如有冷却异常,相关警报以及系统给出的改善建议也会同时出现在显示屏或电脑上,智能模式下,系统甚至会根据计算结果主动将信号传递给冷却风机变频器,并自动对变频器进行频率调整以适应生产,从而实现无人化车间模式。
2、冷却控制系统是一个用于控制玻璃成型过程中的模具冷却工艺的系统,其运算模块和成型设备配时控制模块、风机控制器以及提供即时数据的传感器相连。
提供即时数据的感应器组件包括:冷却风温度感应器、湿度感应器、静态压力感应器、主要管道压力差感应器、玻璃料滴温度感应器、模具温度感应器,从成模出来的玻璃瓶罐温度感应器。
风机可以配备两套互换性叶轮,风叶具备不同的几何形状,使得成型设备在生产差异很大的玻璃产品时依然可以保持最优的冷却效率。
根据生产的需求,初模和成模侧也可以配备不同的风机。
冷却系统可额外增加空气加湿器,提高冷却风热容量。
或增加一个热交换装置,降低从入口到玻璃成型机组段的冷却风上游温度。
对冷却和生产进行最大限度的优化可以从以下三个方面着手:
a) 通过模具结构分析和改善,来进一步优化玻璃料、模具和冷却风之间的热交换,以及冷却风的配时和冷却时长设定;
b) 通过对设定生产速度的分析,来进一步优化生产速度和模具温度、风机能耗之间的配合;减少生产损失;
c) 根据不同
玻璃制品
的尺寸和类型,来分析和正确选择风机参数(静态压力和流量)以及最高效率的风机工作点位,从而实现最低的能源消耗。
引入数字运算可以带来显著的生产成本降低,在某种程度上甚至可以消除之前生产中的很多不必要成本。生产损失大大减少,成品率提升。机速同时提升。每次运算的时间短于每组段每瓶罐生产周期时间。
数字运算有利于优化和控制当前生产正在使用模具的冷却工艺从而优化当前生产,同时也可用于对暂未投产的打样模具进行分析和优化,从而避免打样模具因为缺陷带来的生产损失。
基于第一种情况进行的运算,我们就能发现,针对现有的模具和冷却方式,以及成型设备速度,需要进行怎样的改善来进一步优化当前生产,如,是否需要调整风机参数,是否需要更换风机叶轮或者是否需要对模具进行改良。
而对于如上第二种情况,运算则可以测试出模具在设定生产速度下,为达到最大的冷却效率需要进行怎样的改良。
数字运算主要考量如下参数:冷却风在风管内的压力损失,在玻璃成型设备内的压力损失,模具当前材质或模具设计材质,载入初模前的料滴温度,风机压缩做功后的风管内空气温度,空气湿度,设定生产速度,实现冷却的最大配时时间,风机最优工作点位,以便实现最大的冷却效率。
根据预期和设定参数,通过数字运算我们将可以做到如下优化:风机类型选择以及风机运行的各种参数优化;模具内冷却通道以及冷却风嘴的形状、位置以及尺寸优化;冷却配时优化;生产最大速度优化。如此一来,之前因为模具温度的不准确或不稳定而导致的生产损失将显著减少,直至完全消失。
此运算可以在自动化模具冷却系统安装之前执行,可针对单个产品或一组尺寸相似的产品进行。
模具冷却系统包括一个位于冷却风泵下游的热交换装置。不管环境条件有何变化,热交换装置的应用可以维持冷却风的恒定温度和湿度。热交换装置可以利用现有循环的冷却风或使用额外冷却器。模具冷却系统还可包括一个加湿器 (蒸汽冷凝器),安装在冷却风泵下游。如此布局可提高冷却风的热容量,从而在更短的时间内将更多热量从模具上转移出来。
在冷却风管内,初模侧和成模侧组段入口的上游安装控制闸板,闸板开关位置信号将传输至运算模块。控制系统由一系列感应器提供信号,感应器分为两组:一组感应器提供计算模块内周期运算所必需的数据;另一组感应器则核查计算数据 (选择项)。
第一组感应器包括如下:冷却风的温度感应器和湿度感应器,静态压力感应器,压力差感应器,料滴温度感应器,冷却风温度感应器,湿度感应器。感应器数量可根据玻璃成型设备的组段来布局,或使用中央感应器用于所有组段 (前者的控制精度会更好)。
第二组感应器包括:模具温度感应器,离开成模后的玻璃产品温度感应器。
模具温度感应器可以有不同的应用。例如,仅在成模侧第一个和最后一个组段上,或成模侧和初模侧的第一个和最后一个组段上。
另外,运算模块接收来自冷却风泵开关箱的电流数据,以及剪切速率 (生产速度) 和配时的相关数据。
设定的模具内温度和离开模具后玻璃产品的温度,以及计划达到的生产速度数据将提前输入运算系统。运算系统通过执行运算会判断出如上的温度和速度数据是否能被实现。
基于第一组感应器的数据以及提前导入的玻璃模具结构等数据,控制系统将在每个设备工作周期后,或每次输入参数改变时,对风机设定工作点位和设备的冷却配时进行周期性运算,并对参数进行修正。
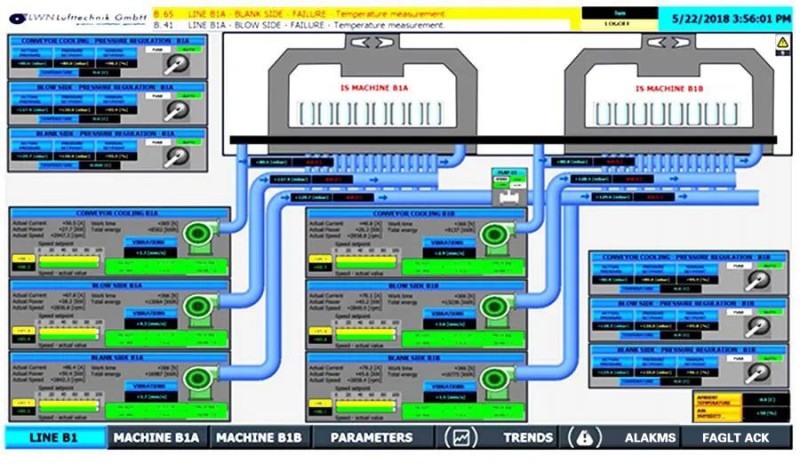
控制系统屏幕显示示例如下(每一个参数和机构都可以点击进去查看更详细的信息):
(鉴于篇幅,关于控制系统本身的介绍将另文细述)
在轴向和径向冷却方式同时存在的成型设备中,径向风机作为冷却风泵,此时每个风机最好配备两个可换式叶轮:第一个叶轮可产生低压高流量冷却风,第二个叶轮可产生高压低流量冷却风。亦可配备多变几何形状的叶轮。使用这些方法,可以极大降低电机能耗,且极大提高风机冷却效率。
对冷却系统的选型和对冷却工艺各参数的精确计算可以极大地提高冷却效率、从而达到高机速、低能耗、提高产品成品率,进而提升玻璃工厂的盈利能力。而在成型过程中对冷却工艺进行即时监控和即时调整的控制系统,则无疑如同增加了一个可同时负责几条生产线的“智能机器人”:它可以将几条线的当前冷却数据通过彩图完整展示、且能迅速发现问题、自动优化参数,是当之无愧的“冷却卫士”。
得十分明显。
关键词:
玻璃模具
器皿玻璃模具
瓶罐玻璃模具
下一篇:
Dameron材料在玻璃模具中的应用
上一篇:
沙家浜玻璃模具继续荣获“中国玻璃模具之都”称号
[
行业资讯搜索
] [ ] [
告诉好友
] [
打印本文
] [
关闭窗口
]
同类行业资讯
• Verallia 年度业绩显示 2024 年盈利能力强劲
• 常熟市虞伟书记来沙家浜玻璃模具特色产业创新平
• 目前玻璃器皿模具材料的种类
• 沙家浜玻璃模具商会2024年度总结大会在沙家浜田
• 玻璃模具材料的热处理
• 解决玻璃瓶和玻璃器皿等玻璃产品条纹的有效装置
• 谈国内瓶罐玻璃模具喷焊工艺现状-焊粉“硬度”
• 玻璃容器(瓶罐)的制造——成型方法
• 浅论几种料滴重量自动控制系统 在玻璃瓶罐行
• 玻璃初模温度测量的发展
共
0
条 [查看全部]
相关评论
点击排行
推荐图文
玻璃基板国产化困难重
推荐行业资讯
工信部原材料工业司召开建材行业部分重点企业调研座谈会
十三五颁布:敲定光伏新目标
亚洲处于光伏发展上升期 光伏玻璃大有作为
回眸“十二五”:能耗排放做“减法” 经济发展做“加法”
玻璃月报
全国超三成玻璃生产线歇业 平均1吨产品亏百元
光伏市场复苏 企业加紧布局规避风险
中国光伏产业形势分析与思考
提升认识抓住要领全力推进全面达标
上下游表现偏弱 玻璃行业盘整加剧
热点推荐
精品琉璃鼻烟壶
老琉璃名贵古色
琉璃精品鸡肝石
手工琉璃艺术品
手工琉璃艺术花
玻璃瓶罐模具供
供应信息
|
求购信息
|
公司企业
|
市场行情
|
展会信息
|
行业资讯
|
品牌推荐
|
人才招聘
|
网站首页
|
关于我们
|
联系方式
|
隐私声明
|
投诉侵权
|
网站地图
|
网站留言
|
广告服务
|
积分换礼
|
RSS订阅
苏ICP备11065233号-6
©2016 常熟市精工模具制造有限公司 版权所有
免责声明:本网所展示的供求信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。本网对此不承担任何保证责任。
(最佳分辨率1024*768,IE6或以上)
业务咨询:18962359518 邮箱:info@glassmould.cn
会员服务
|
发布信息
|
会员中心
|
返回首页