由于玻璃瓶罐成型生产线日益增长的生产力需求,钴合金开始作为玻璃成型的冲头/芯子的熔覆材料。当成型操作工况造成实际平均工作温度的提升,镍合金就显露其性能局限性;而钴合金在抵抗高温方面起着至关重要的作用。
镍基合金焊粉的定义
将“镍”视作熔覆材料是一种误解,事实上镍基合金焊粉是一种由镍(Ni)、铬(Cr)、硼(B)和硅(Si)组成的合金。这种合金的特性在于其熔点较低,介于1,020°℃~1,050°导致整个市场广泛使用镍基合金焊粉(镍、铬、硼、硅)作为熔覆材料的主要因素,在于市场上已经大力推广了不同颗粒度的镍基合金焊粉。而且,由于具有低熔点、光滑性、易于控制焊接熔池等特点,镍基合金从最初阶段变得易于通过氧燃料气焊(OFW)进行焊接沉积。
氧燃料气焊(OFW)包括两个不同阶段:第一阶段,称作沉积阶段,焊粉熔化的同时粘附于工件表面上;第二阶段,也是重要阶段,即重熔阶段,熔覆材料重新熔化以便压实、减少气孔。必须提出一个事实,所谓的重熔阶段是通过母材与镍合金之间的熔点差异来实现的,母材可能是熔点为1,350~1,400℃的铁素体铸铁或者熔点为1,370~1,500的C40碳钢(UNI7845-78)。
正是熔点差异,确保了镍、铬、硼、硅合金处在重熔阶段的温度时、同时不会引起母材的重熔现象。
然而,镍合金沉积也可以通过不需要重熔过程而实现,沉积一层紧实的线状焊道:这需要借助等离子转移弧焊接技术(PTA)
镍基合金焊粉用于融覆瓶罐玻璃模具行业的冲头/芯子
鉴于上述原因,玻璃行业很自然地选择了镍基合金用作冲头表面的硬化涂层。镍基合金的沉积既可通过氧燃料气焊(OFW),也可通过超音速火焰喷涂(HVOF)实现,而重熔过程可通过感应加热系统或者再次氧燃料气焊(OFW)实现。再次强调,母材和镍合金之间的熔点差异是最重要的前提条件,否则熔覆将无法实现。
镍、铬、硼、硅合金可使用等离子转移弧技术(PTA)实现,如等离子焊(PTAW),或钨极惰性气体保护焊(GTAW),条件是客户拥有制备惰性气体的车间。根据工作需求不同,镍基合金硬度会相应变化,但通常会在30HRC至60HRC之间。
高温环境下,镍基合金焊粉的硬度
上文所述的硬度是指在室温下的硬度。然而,在高温运行环境下,镍基合金的硬度会降低。如下表格,显示在高温下镍基涂层的冲头/芯子硬度显著下降的客观事实:
表格三:

n.m.= not measurable无法测量出硬度值 (HRC)
如上所示,温度越高,镍基合金的硬度越小
表格四:

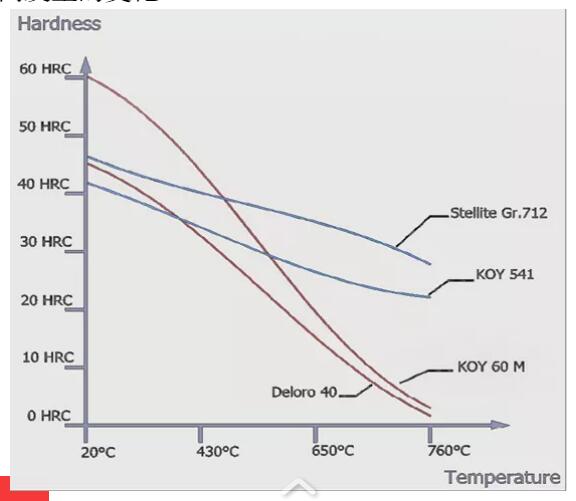
如上所示,虽然在室温时钴基合金的硬度要低于镍基合金,但在高温时,钴基合金的硬度大 大强于镍基合金。
如下曲线图显示不同合计焊粉的硬度随温度升高发生的变化:
钴基合金焊粉的定义
将钴视作熔覆材料,实际上是一种由钴(Co)铬(Cr)、钨(W),或,钴(Co)、铬(Cr)、钼(Mo)组成的合金。通常指“司太立(Stellite)”焊粉,钴基合金具有碳化物和硼化物而形成自身的硬度。某些钴基合金含有2.5%含量的碳。钴基合金主要特点是即使在高温条件下具有超强的硬度。
冲头/芯子表面沉积钴基合金过程遇到的问题
钴基合金沉积的主要问题是与其高熔点相关的。事实上,钴基合金的熔点是1,375~1,400,这几乎也是碳钢、铸铁的熔点。假定来说,如果我们必须使用氧燃料气焊Fw)或超音速火焰喷涂(HVOF),那么在“重熔”阶段时,母材也会熔化。在冲头/芯子上沉积钴基焊粉的唯一可行方案是:等离子转移弧喷焊(PTA)。
关于冷却
如上说明,使用氧燃料气焊(OFW)和超音速火焰喷涂(HVOF)工艺,意味着沉积的焊粉层同时进行熔化和粘附。而在接下来的重熔阶段压实线状焊道和填充气孔。
如下图片显示这两种工艺与等离子转移弧焊(PTA)之间的对比结果。
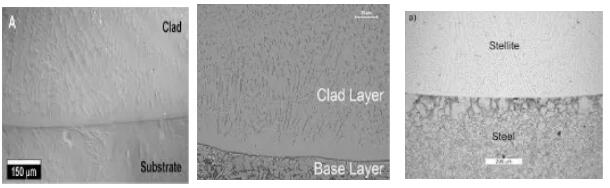
可以看出,母材表面和熔覆表面之间衔接完美、没有间断。测试中的冲头是在相同的(瓶罐)生产线上,使用氧燃料气焊(OFW)或超音速火焰喷涂(HVOF)的冲头、使用等离子转移弧(PTA)的冲头,显示在相同的冷却风压力下、等离子转移弧(PTA)的冲头工作温度低100C。
关于机加工
机械加工在冲头/芯子生产中是非常重要的一道工序。上文指明,沉积高温下硬度严重降低的焊粉(在冲头/芯子上)是非常不利的。其中一个原因是关于机械加工;在60HRC硬度的合金焊粉上加工相当困难,迫使客户在车刀参数设定时只能选择低参数(车刀速度、供给速度、深度…)在45HRC硬度的合金焊粉上使用同样的喷焊程序,则很明显更加容易;车刀参数也可以设定得更高,机械加工本身也会更易于完成。
关于沉积焊粉的重量
在粘附熔覆材料在工件上,氧燃料气焊(OFW)和超音速火焰喷涂(HVOF)的工艺具有非常高的焊粉损失率,焊粉损失率可高达70%。如果一件吹吹芯子喷焊实际需要30克焊粉,这意味着焊枪必须喷出100克焊粉。相差甚远,等离子转移弧(PTA)技术的焊粉损失率约在3%~5%。同样的吹吹芯子则焊枪只需要喷出32克焊粉。
关于沉积时间
氧燃料气焊(OFW)和超音速火焰喷涂(HVOF)沉积时间是相同的。比如同一件吹吹芯子的沉积加重熔时间为5分钟。等离子转移弧(PTA)技术也需要相同的5分钟时间实现工件表面完全硬化(等离子转移弧)















