由于玻璃具有良好的化学稳定性,不会与盛装的物品发生反应,因此玻璃容器(瓶罐)成为广泛使用的包装容器。但是玻璃容器在灌装、运输和使用过程中,相互之间可能产生碰撞,有可能产生玻璃容器破裂,严重影响玻璃容器的使用安全。所以玻璃容器(瓶罐)必须具备较高的机械强度,可以抵抗碰撞和冲击。玻璃容器这种抵抗碰撞和冲击的能力,就是玻璃容器抗冲击理化性能抗冲击。抗冲击就是检测玻璃容器抵抗负荷冲击作用的能力。
在GB 4544 - 1996啤酒瓶的标准中要求合格品的啤酒瓶抗冲击≥0.6 J;在GB/T 24694 - 2009 玻璃容器 白酒瓶的标准中要求白酒瓶的抗冲击≥0.2 J;在QB∕T2142-2017 玻璃容器 含气饮料瓶的标准中,要求一次性含气饮料瓶抗冲击≥0.2 J,可回收含气饮料瓶(≤530mL)抗冲击≥0.4 J,(≥530mL)抗冲击≥0.6 J。
一、碰撞和冲击对玻璃容器的影响
当物体在外力作用下不能产生位移时,它的几何形状和尺寸将发生变化,这种形变称为应变。材料发生形变时内部产生了大小相等但方向相反的反作用力抵抗外力,这种反作用力定义为应力。
那么在玻璃容器受到碰撞和冲击时,冲击物与玻璃容器的接触点区域的边缘产生接触应力;接触区域内表面产生弯曲应力;接触区域周围会产生挤压应力。
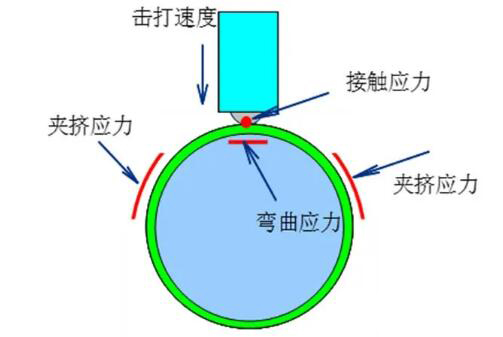
接触应力是在冲击过程中产生的最大的一种应力,会在接触区域的边缘位置产生张应力。
弯曲应力,在冲击过程中产生的第二大应力,在冲击点处应力表现为最大值。引起接触点的局部应力集中。
夹挤应力起源于外表面和冲击点处的相反方向夹挤应力。
产生这些应力时,如果在玻璃容器遭受碰撞和冲击的部位刚好有气泡、结石、条纹或裂纹,那么玻璃容器的破裂就产生了。
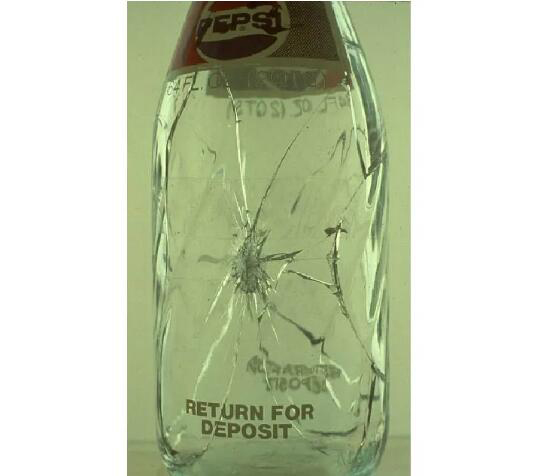
二、冲击使玻璃容器破裂的分析
如果玻璃容器在抗冲击试验中破裂,就表示玻璃容器产品质量出了问题。因此对玻璃容器的破裂进行分析是必须的程序。
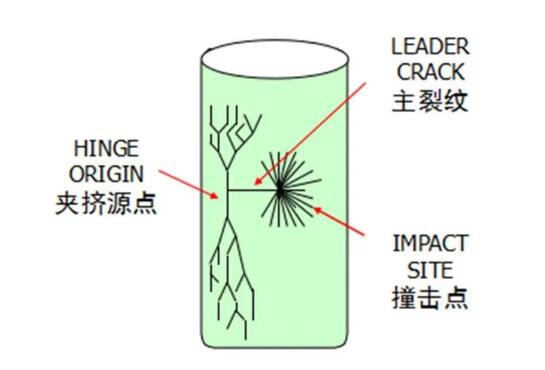
一般每一个玻璃容器裂纹系统仅有一个裂纹产生源。进行裂纹分析的目的就是要确定裂纹发生源。
裂纹产生源,在玻璃容器本体上可以分为三个方面。
在玻璃容器外表面的微裂纹,是常见的裂纹产生源点。
在玻璃容器内表面的,通常需要在内表面首先出现断层。
在玻璃容器次表面的,通常需要在玻璃内部存在夹杂物,例如:结石,气泡等。
2.1、接触应力产生破裂

在抗冲击试验中出现破裂这种破裂,说明破裂仅仅是接触应力产生的。
接触应力是局部性的,在玻璃容器外表面形成,是否产生破裂取决于玻璃硬度。
这种情况下影响玻璃硬度的玻璃容器产品缺陷主要是结石、气泡。也包括玻璃容器外表面的裂纹,比如模缝裂纹、热裂纹等等。
2.2、弯曲应力产生破裂

在抗冲击试验中,冲击物与玻璃容器接触区 域,冲击过程中会产生弯曲应力,弯曲应力也是局部性的,在玻璃容器内表面形成。是否产生破 裂取决于玻璃硬度和内表面强度。这种破裂的裂 纹比接触应力产生破裂的裂纹数量要多。
这也说明在玻璃容器内表面存在产生破裂的缺陷。比如玻璃容器内表面有微小的玻璃折叠,或者是玻璃容器内表面有异物崁入。这些都会在玻璃容器内表面产生应力集中。
2.3、夹挤应力产生破裂
夹挤应力在玻璃容器外表面较宽的范围形成,夹挤应力起源于外表面和冲击点处的相反方向。夹挤应力在玻璃容器外表面产生的破裂有可能与接触应力产生破裂并不是一个破裂原点。
由于外表面易受外界因素影响而损伤,玻璃容器外表面会存在微裂纹,因此是否产生破裂取决于玻璃容器的外表面是否有微裂纹。
微裂纹的破裂导致能量释放,与冲击面表现出非对称性裂纹。
三、要正确使用冲击试验仪器
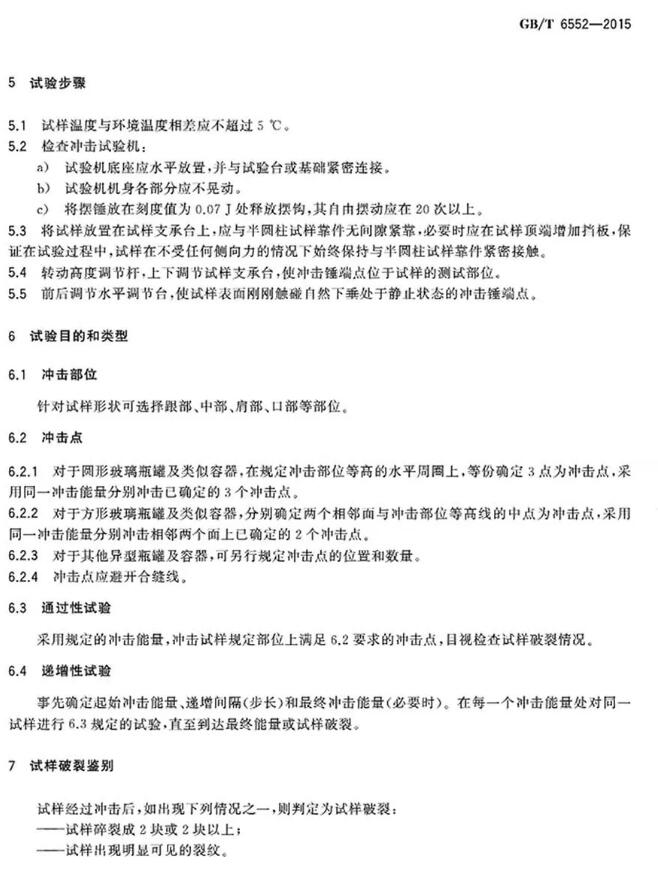
测试开始前一定要检测抗冲击仪器的冲击角度,摆锤静止时应该正好接触到容器,否则冲击力不符合要求。

测试样品一定不能有结石、气泡、条纹以及裂纹等等产品缺陷。测试瓶身120度均等的三个点,一定要避开模缝、花纹、字符等位置。
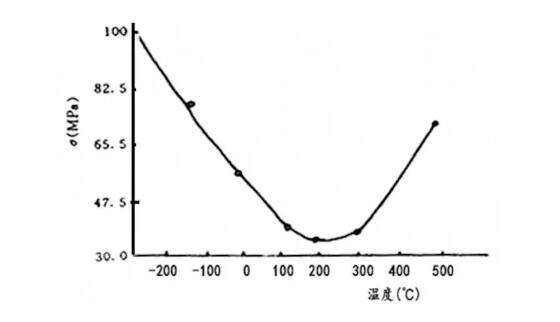
为了正确反映产品质量,挑选的测试样品一定要冷却到室温。低温与高温对玻璃强度的影响是不同的。在接近绝对零度(-273℃附近)到200℃范围内,强度随温度的上升而下降。因此刚出退火炉的玻璃容器的机械强度肯定没有玻璃容器降到室温时的机械强度高。
还要注意挑选的测试样品,玻璃容器产品的瓶壁一定是厚薄均匀的。如果瓶壁厚薄不均匀。会由于产品瓶壁截面尺寸改变而引起应力的局部增大,也是一种应力集中。对于组织均匀的脆性材料,应力集中将大大降低其机械强度。将不利于玻璃容器抗冲击测试。
抗冲击试验仪操作步骤:
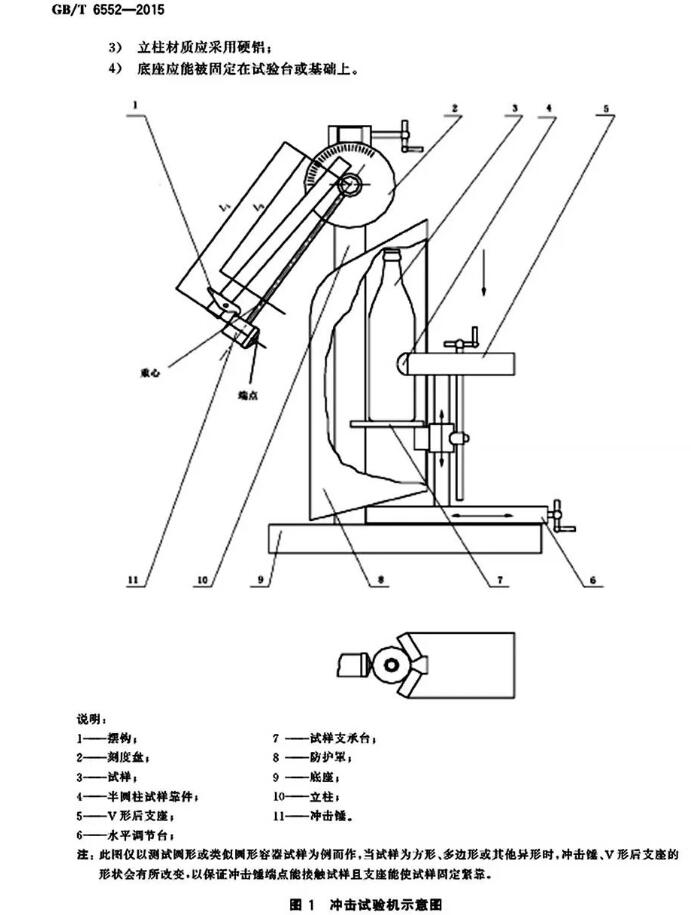
1 仪器放在水平稳固的工作台上。首先调整使摆杆处于铅锤位置。(此时刻度盘上标尺读数为零)。
2 将被测试样置于V型支承台上,转动高度调节手柄,高度应为打击点距离瓶底50~80MM
3 转动底座拖板调节手柄,使试样刚好接触冲击锤。刻度值对零点。
4 转动刻度调节手柄,使摆杆转至试验所需的刻度值(牛顿·米)。
5 揿下摆勾,使冲击锤脱勾冲击试样,如果样品不碎,当摆杆弹回时应用手接往,勿使冲击锤重复冲击试样。
6 每个样品120度打击一点,打击3下。
7 被测样品不应经过其他如内压力,热冲击等试验!
四、提高玻璃容器抗冲击的能力
通过我们对玻璃容器在受到碰撞和冲击时的分析,知道在玻璃容器与冲击物的接触点区域的边缘产生接触应力;接触区域内表面产生弯曲应力;接触区域周围会产生挤压应力。
有了这样三种应力,如果遇到我们的玻璃容器产品有影响其机械强度的产品缺陷,玻璃容器的理化性能指标抗冲击就受到较大影响。
因此,提高玻璃容器产品的机械强度,消除影响玻璃容器机械强度的产品缺陷就是提高玻璃容器抗冲击的能力的方法。
提高玻璃容器抗冲击的能力和提高玻璃容器耐内压力的能力都是要提高玻璃的机械强度,在《玻璃容器理化性能之耐内压力》一文中已有讲述。以下简单介绍。
4.1、消除气泡,结石,条纹等玻璃容器产品缺陷
较大的原料颗粒和玻璃渣中的杂质是玻璃容器结石和气泡的主要来源。一定要严控原材料的进厂检验,严控玻璃渣清洗的质量。
稳定玻璃窑炉各项工艺制度。
4.2、减少或消除成型工序产生的玻璃容器缺陷
玻璃容器在成型生产过程中,会生成玻璃容器的外表面裂纹。也会生成玻璃容器内表面微小的玻璃折叠,或者是玻璃容器内表面的异物崁入。因此除了严格执行成型的标准操作外,还要注意由压缩空气或模具冷却风带入的异物。这种异物一旦崁入到玻璃容器内表面就会产生应力,甚至形成裂纹。
五、强化玻璃容器表面处理
热端和冷端表面处理正确而有效的应用是确保玻璃容器在厂内输送、贮存、运输、客户灌装线及其它过程中具有良好性能的主要决定因素。
玻璃容器最初成形时为一种十分高强度的材料。但是,玻璃容器表面很容易受到一些外力的损坏,这种损坏显著地降低了玻璃容器表面强度,例如擦伤和冲击。这些损坏产生了应力集中,使玻璃容器容易在客户处破损。
冷端喷涂的作用是降低玻璃容器表面的摩擦系数,而热端喷涂则改进润滑层在玻璃容器表面的附着力,因此,提高了润滑的能力。
在约400~600℃的玻璃容器表面采用氧化锡涂层,使其表面对于外部破坏力具有弹性。氧化锡薄膜粘附在玻璃容器表面上,有一定程度渗入到玻璃结构中。但是,到多数情况下,氧化锡层在玻璃容器表面可作为“基本层”,使有机物涂层更牢固的粘附在玻璃容器表面上。它本身并不会增加玻璃容器表面的强度,但有助于减少玻璃容器原有强度的降低。
因此管理好玻璃容器表面处理工艺,保证热端和冷端表面处理设备正常运行是很关键的。一般玻璃容器生产工厂没有专职热端和冷端表面处理设备运行的操作人员,必须进行妥善安排。
强化玻璃容器表面处理,维持玻璃容器最初成形时高强度,是非常有利于玻璃容器抗冲击的能力和提高以及玻璃容器耐内压力的能力的提高。
以上分析,希望能对玻璃容器行业生产有用。
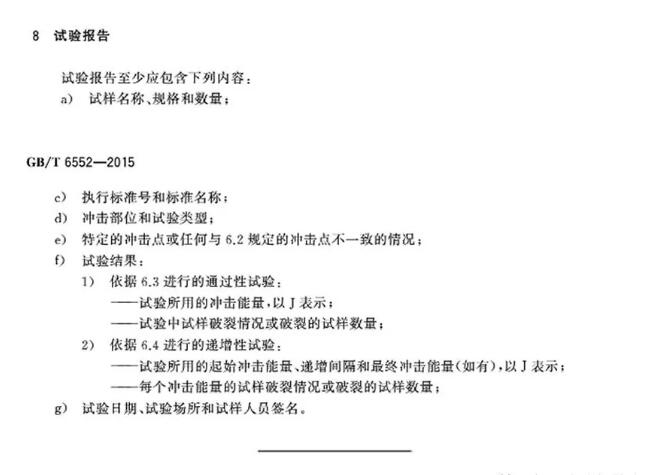
附件:GB/T6552-2015玻璃容器抗机械冲击试验方法