成型过程中玻璃容器的各部位(口部,肩部,瓶身,底部)都可能出现裂纹。瓶口特别容易受到玻璃表面裂纹的危害。一方面是由于这部分与模具的颈部或冲头及口模接触,玻璃的含热量减少而很快凝固,另一方面,是口部的支撑面在整个成型过程中都承受机械力负荷,因为它是转移机构(将料坯转移到成型模中)的夹持面而料坯又靠它悬挂在成型模中。
1.瓶口部位的裂纹
由于上述两种原因(热量散失快及机械力负荷)就会在瓶口面和瓶口与瓶颈连接处这两个不同部位开裂,瓶口开裂是位于口部表面的垂直的、水平的或倾斜的裂纹。
经常出现的有如下几种。
① 瓶口封合面细裂纹:瓶口封合面上的裂纹。

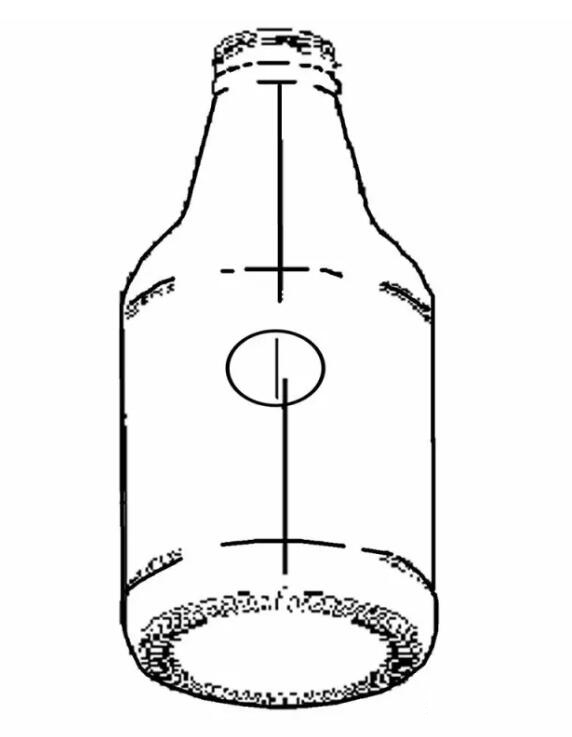
② 瓶口直裂纹:瓶口上的直裂纹,有可能跨越瓶口面,并向下延直瓶颈。
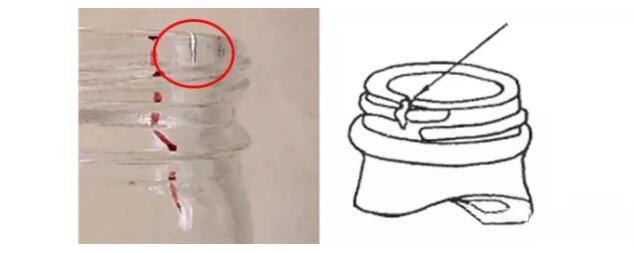
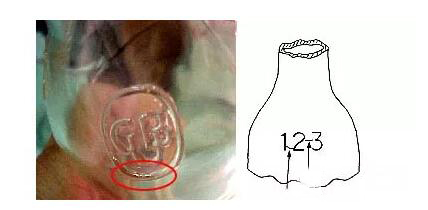
③ 瓶口环下裂纹:在瓶口与瓶颈之间的合缝线上或附近出现的表面裂纹。

④ 瓶口裂纹:在瓶口中部或瓶口螺纹部位的轻微表面裂纹。

口部裂纹则总是从水平方向裂开,两种类型的裂纹都可将瓶子对着光旋转面看出来。口部开裂的原因既然可能由于口模太冷或冲头太冷,消除的措施就应从减少口模或冲头的冷却时间及降低冷却空气的压力入手。
同时还要检查口模夹具的位置及冲头的高度,如果口模夹具的位置太低,在转移时口模与成型模接触而被抬高,如果口模夹具的两半不在同一高度,口模就会歪斜,两半不能顺利分开。最后还应注意是否有喷淋剪刀上的冷却水流到槽中和滴到口模内。
消除口部开裂的另一些措施是定期在口部模具上加适当的润滑油。模具口用螺丝扣的地方的螺纹直径尽可能做得大些。
口部裂纹通常从调整模具机构来消除,但还应特别注意的是玻璃对开裂的敏感程度。为了消除这种缺陷,应将下列几种最重要的机构对他们的调整和磨损情况进行详细检查,口模夹具,模具的支撑架,钳瓶夹,初型模的开闭机构等。如果初型模闭合时位置不正确就会在口模上产生应力。口模的开启时间与成型模的闭合时间是否恰当对缺陷的产生也有影响,但经常被忽视。
在瓶颈附近的模具棱边涂以特殊的物料,如一种肥皂与橡胶的混合剂,石灰或硫磺形成稠密的模具润滑剂也可帮助消除口部断裂这一缺陷。
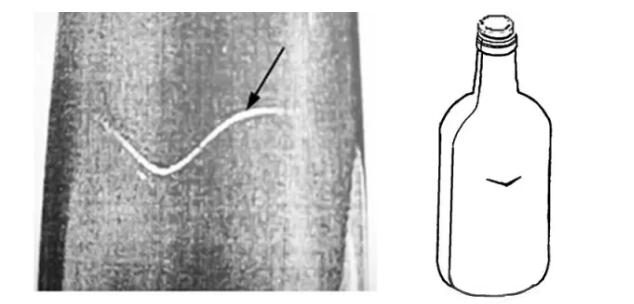
2.瓶身部位的裂纹
① 瓶身裂纹:瓶身上一种短而深的裂纹,是热瓶子与金属等冷物体接触产生。
② 瓶身热裂纹:瓶身热裂纹是瓶身上的裂纹,一般呈“V”字形。较深,且透过瓶壁。
瓶身的裂纹产生原因可能是成型模局部温度太高(模具冷却调节不好)或成型模太脏,致使开模时玻璃瓶黏在模具上。也可能是正吹气时空气压力太大。也可能是模具夹头的机械原因。
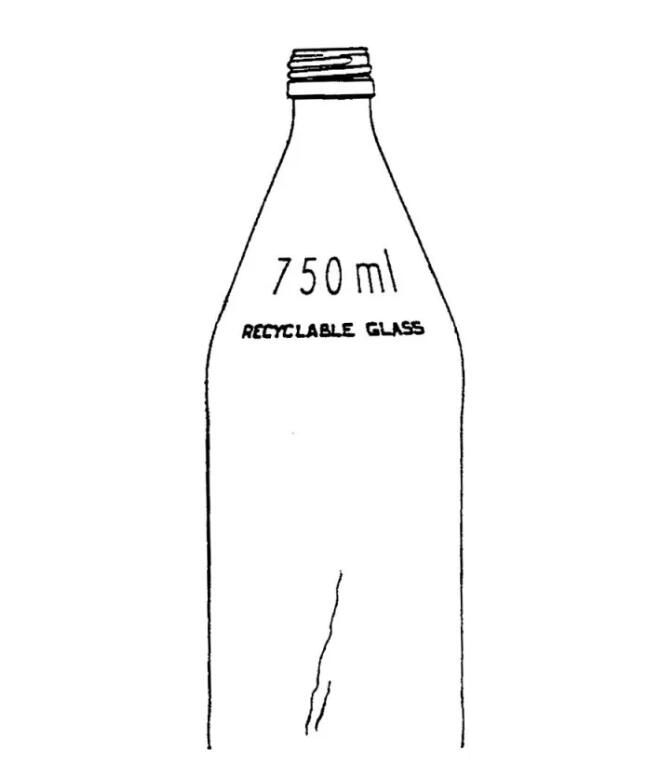
③ 瓶身细裂纹:瓶身玻璃表面的浅裂纹,不深入玻璃,不反光。这种裂纹也称为冷裂纹。
可能产生原因:料滴温度过低;初模温度太低;或成模温度太低。还有成模太脏;成模接触时间过短,或初模接触时间太长;以及正吹气压力过高。
④ 字符细裂纹:瓶身上的文字或花纹及文字或花纹之间的裂纹。成型过程在字符和图案处产生细裂纹。如果成型模温度过冷;或正吹气压力过高;模具涂料使用过多,成模排气孔堵塞均有可能产生。还有初模接触时间太长,或重热时间太少,料坯表面太冷也有可能。
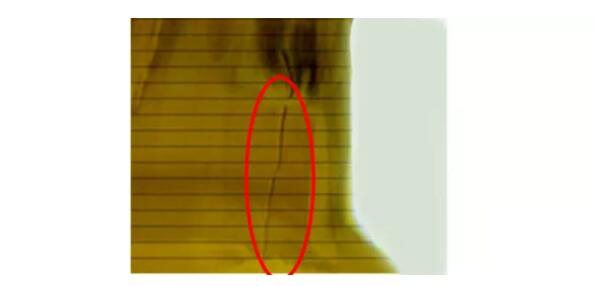
⑤ 合缝线深裂纹:瓶身模具合缝线上的纵向裂纹。要检查正吹气压力是否过高;成型模具温度是否合适;或模具太脏成型模模缝边粗糙或磨损。
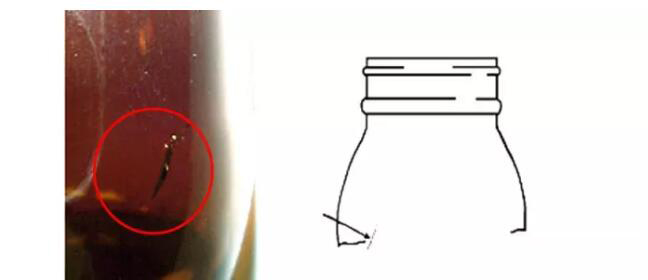
3.瓶颈部位的裂纹
① 颈部裂纹:瓶颈的裂纹产生原因可能是成型模温度太高(模具冷却调节不好),致使开模时玻璃瓶粘在模具上。也可能是正吹气时空气压力超过正常吹制玻璃瓶的需要。
② 瓶颈跟部裂纹:有时裂纹发生在瓶颈跟部;这种裂纹产生除了上述原因外,成型模的模底位置过高或过低同样会导致瓶肩开裂,因为在开模时会使玻璃瓶拉向一侧而撕裂。

4.瓶底裂纹
瓶底裂纹产生的原因也常是由于成型模的摸底太冷或太热,后者加上绝热不良的推瓶器或导向钢丝。在停滞板上放置的时间过长或与不清洁的传送带接触都有可能出现热应力的集中而出现表面裂纹。

模底不正也可能造成瓶底裂开。通常是在瓶底与瓶身之间的过渡地带,特别是在装入热液时开裂。
模具的突出点(瓶上花纹。接缝,模具接头部)以及一些不易看到的小的毛刺或偏高部分都可能在开模时引起玻璃表面层的机械撕裂。经常更换污染的模具也是一种防治措施。瓶底开裂的另一种预防措施是在玻璃瓶的支撑面下方放置带棱或尖头的小球。这样会显著减小玻璃瓶放在停滞板上后瓶底的热应力集中。
压制玻璃器皿上的裂纹容易在冷的底模上造成,特别是在刚开始工作的阶段。这里也和玻璃瓶类似,整个模具或模具的某一部分温度过低时都会出现裂纹。可怕的是所谓“冲头裂纹”,它是冲头冷却过度或不均匀所造成的。
一般来讲,垂直裂纹是一种热效应,而水平裂纹则是模具在操作中的失误所造成。
玻璃瓶各部位的裂纹都属于主要缺陷,在在产品灌装中可能使裂纹破裂,引起渗漏而造成产品变质












