玻璃瓶罐行业的成型机速越来越快,瓶子重量越来越趋向轻量化,环保要求越来越高,为此对成型工艺模具的润滑涂料特别重视,不仅润滑涂料的内含成分上做了重大改进,而且在润滑涂料的分类、选用及涂刷操作技巧上也越来越讲究。
一 模具涂料的作用
(1)润滑
(2)防止氧化生锈
(3)滑动性
(4)均匀传热
(5)冷却
二 模具润滑涂料的分类
1按使用方法分
模具润滑涂料就其使用方法的不同,分为手工涂刷和机械喷涂两种。但到目前国外的机械喷涂也尚未全面推广。
2按使用部位分
就其使用部位又分为:初型模预涂层喷雾涂料;手工涂刷的通用性模具润滑涂料;专门用于压—吹法广口瓶的润滑涂料;专门用于小型玻璃瓶及口模的专用型润滑涂料;有专门用于特异型、特大型玻璃瓶初型模润滑涂料;专门用于在瓶颈、瓶肩部的抗裂痕特殊橡胶剂等多个不同牌号的产品种类。
3按使用性能分
就其使用的性能作用,又分为:用于一般机速和一般料滴温度的中档通用型模具涂料;有适用于中、高机速(包括N.N.P.B法)的高档通用型模具涂料等多个不同牌号。
三 模具润滑涂料的使用与操作技巧
模具润滑涂料的使用操作,应准确地理解成一种“操作技巧”。
因此,除制瓶机操作工有较强的岗位责任心外,还应该“仔细揣摩”使用操作要领,在认真观察产品的均匀分布和缺陷当中,不断调整自己操作的“涂刷部位”和“涂刷顺序”。对制瓶机的操作工具体操作而言:
1首先必须转变一个观念。模具润滑涂料的使用要点是:每次涂刷的越少,瓶子光洁度越好,即将适量的润滑涂料准确地涂刷在初模的适当位置,就会生产出光洁而均匀的玻璃瓶,同时会延长模具的使用寿命和降低综合使用成本。如涂刷的越多,则起相反作用。
2要制作适于成型工艺要求的刷子。刷子过大就会沾润滑涂料过多而弄脏初型模,而刷子过小则很难做到均匀地涂刷。国外从制作专用刷子尺寸到操作使用,都有一套严格的制度约束。
3不要用粘糊的刷子。刷子第一次使用前应浸入30#机械油挤干后,再蘸取润滑涂料。并注意刷子要常更旧换新,因为用粘糊的刷子就会沾污初型模,每次蘸润滑涂料的刷子可用冷风或压缩空气吹散刷毛,使刷子始终保持“稍微湿润”的状态。刷子一定要保持松散,不要把刷毛浸泡在润滑涂料内,这样才能使初型模保持清洁。
4润滑涂料要放在专用的容器内(特制带篦子的容器),要保持容器内的存贮量要少,防止润滑涂料吸潮变稠而影响均匀涂敷。容器要注意经常保持清洁,篦子和内壁要定期清洗干净。
5一般手工涂刷是制瓶机在不间断动作的瞬间进行涂刷操作,它是一种“操作技巧”。因此制瓶挡车工应细心观察每个机组的瓶子质量情况,并根据瓶子质量情况,定好涂刷的间隔时间和涂刷的位置。要特别注意:
A 由于不同的瓶子,不同的机组和每个机台的具体工艺条件不同,涂刷的周期也不应一样,因此要根据产品的品种与具体工艺条件和涂刷的操作经验来正确地调整涂刷的间隔时间。
B 注意只有在必要时才进行涂刷,位置要准确,动作要迅速,涂刷量要少,而且涂得要均匀。一般只要看准位置,从上往下轻轻地抹一次即可。
C 如果刷子连续使用时,应将刷子转动一个适当的角度后再使用(使刷子松散)。
D 涂刷过多或者不均匀就会初型模,降低效率(频繁更换模具),影响瓶子质量。润滑涂料涂刷越少越均匀,则瓶子表面质量越好。
E 对口模涂刷润滑涂料时,设计有涂刷润滑涂料功能的机台,应在停机的状态下涂刷涂料,要制作合适专用的刷子,在口模处于芯子位置时进行涂刷,才能涂刷得到位、有效,而且要根据具体产品、生产条件制订相应的涂刷润滑涂料周期。
F 涂刷润滑涂料后第一运转周期的瓶子应予剔除,防止涂刷涂料时芯子上的油灰进入瓶内产生质量问题,或是涂刷涂料时,由于模具温度的变化造成的瓶子质量问题。
6 润滑涂料在初型模内腔的涂刷位置也很重要,对不同形状的初型模内腔,料滴对模具的冲击磨损比较严重的也只是某一特定的部位,在这个部位涂料薄膜的磨损较快,因此要看准位置将润滑着重涂刷在这个部位。一般应在初型模的中、下部(扑气线以下),两端要尽量少涂,注意不要使润滑涂料沾污在初型模的合缝面上。
7为了使润滑涂料在初型模内成膜均匀,刷子不一定每次都要蘸取润滑涂料,只要吹散刷毛,使刷毛呈稍微湿润松散的状态,仍可坚持使用。要特别注意:每次要错开往模具涂刷的机组顺序,以免同一个机组的模具总是先涂刷,而造成涂膜不均匀。
8 当使用没有经过预涂层处理的初型模时,在装机前最佳的处理方法应先将初型模预热到400℃~500℃,用纯棉纱清除表面灰尘或用含30#机油的干净棉纱擦拭后,迅速的涂刷润滑涂料,使其达到薄而均匀的涂层。此时的涂膜应呈现银灰色,这是该润滑涂料的最佳成膜温度,附着最好,用棉纱擦拭时不脱落。如当涂层呈蓝色或黑色时则说明是初模温度过低,当初型模烘烤温度过高时,则因涂料的迅速挥发而不易生成均匀的润滑薄膜。因此初型模的第一次的涂刷操作极为重要。
四 理性地对待模具涂料的使用误区
1 首先模具润滑涂料其性能特征,应能使模具达到良好的润滑脱模效果。因此要特别提醒制瓶机操作工,认识到模具润滑涂料决不是“万金油”,它解决不了制瓶机动作上存在的不足,也纠正不了模具本身存在的缺陷,更解决不了模具冷却方面存在的问题。所以要很明确的说明,它掩盖不了制瓶机动作存在的某些隐性问题和由其对产品质量所产生的负面影响。
2 模具润滑涂料决不应弄脏模具。对润滑涂料“附着力”的认识误区,不应认为涂料的附着力越大越好,因为附着力是对润滑周期的满足,至今国际上的知名通用品牌的模具润滑涂料,其润滑周期一般均在20分钟左右。过强的附着力会造成初型模具内腔结疤和增加模具合缝线的间隙,导致产品出现“初模线”等缺陷,增加了模具清洗维修的困难,从而降低了模具的使用寿命。
3对模具润滑涂料的最重要的检验标准,应该是看初坯翻转出初型模后是否有“带料”现象(粘带的涂料黑灰),还要看在玻璃瓶产品表面上是否存有“黑灰”及“黑点”,当用手擦时污染明显,这是绝对不允许有的。它会对饮料厂的灌造成恶劣的影响。因此在正常涂刷操作下每次涂刷的过量或过厚都应该予以避免。
4 对模具润滑涂料分类选用的误区,是简单化的倾向:
a对模具润滑涂料品牌和牌号的选用的合理性。应按其牌号分类的功能有选择的使用,其典型表现是某些厂家将使用通用型的涂料来润滑口模的做法,而国外的做法是选用口模的专用涂料。
b如果为了解决工艺及产品质量上的缺陷,而采取在成型模上涂刷涂料的做法也是一种不明智的。
C 应特别指出的某些习惯操作,是当口模返回在芯子机构位置时,向口模内打涂料的做法其危害最大。尤其当一些劣质的润滑涂料会流入到芯子机构内,这对倒吹气动作产生不良影响,会直接使玻璃瓶产品发生若干缺陷(针对没有涂料键的老机型而言)。
五 涂刷涂料作业
1 初模的涂刷涂料作业:
a刷子的大小与初模的大小相符;
b初模与口模的接触部涂刷涂料时好(滑性、冲击小);
c若刷子过大,会涂在初模(内腔之外,产生积碳(导致合缝线不良),且会使初模颈部涂料不足产生裂纹;
d刷子要充分拧干后使用(弄脏机械/模具→清洁卫生工作量大/常换模具,脏瓶多、油耗大);
e在初模侧涂刷涂料后的油污附着在初坯上是弄脏成模的原因;
f初模从扑气线至下部分要适量涂刷涂料,若过量→排气少→玻璃液与模具接
触不良→硬化不良→底薄、瓶身壁薄;
g涂刷涂料后的刷子要趁热浸入油缸内(温度高,油易浸入刷子内面),之后拧干待用。
h初模吹-吹法涂刷涂料部位: 要从落料位(模具内腔2/3处即扑气线处)开始涂料,一直到底部都要均匀涂刷涂料(图1)。
一 模具涂料的作用
(1)润滑
(2)防止氧化生锈
(3)滑动性
(4)均匀传热
(5)冷却
二 模具润滑涂料的分类
1按使用方法分
模具润滑涂料就其使用方法的不同,分为手工涂刷和机械喷涂两种。但到目前国外的机械喷涂也尚未全面推广。
2按使用部位分
就其使用部位又分为:初型模预涂层喷雾涂料;手工涂刷的通用性模具润滑涂料;专门用于压—吹法广口瓶的润滑涂料;专门用于小型玻璃瓶及口模的专用型润滑涂料;有专门用于特异型、特大型玻璃瓶初型模润滑涂料;专门用于在瓶颈、瓶肩部的抗裂痕特殊橡胶剂等多个不同牌号的产品种类。
3按使用性能分
就其使用的性能作用,又分为:用于一般机速和一般料滴温度的中档通用型模具涂料;有适用于中、高机速(包括N.N.P.B法)的高档通用型模具涂料等多个不同牌号。
三 模具润滑涂料的使用与操作技巧
模具润滑涂料的使用操作,应准确地理解成一种“操作技巧”。
因此,除制瓶机操作工有较强的岗位责任心外,还应该“仔细揣摩”使用操作要领,在认真观察产品的均匀分布和缺陷当中,不断调整自己操作的“涂刷部位”和“涂刷顺序”。对制瓶机的操作工具体操作而言:
1首先必须转变一个观念。模具润滑涂料的使用要点是:每次涂刷的越少,瓶子光洁度越好,即将适量的润滑涂料准确地涂刷在初模的适当位置,就会生产出光洁而均匀的玻璃瓶,同时会延长模具的使用寿命和降低综合使用成本。如涂刷的越多,则起相反作用。
2要制作适于成型工艺要求的刷子。刷子过大就会沾润滑涂料过多而弄脏初型模,而刷子过小则很难做到均匀地涂刷。国外从制作专用刷子尺寸到操作使用,都有一套严格的制度约束。
3不要用粘糊的刷子。刷子第一次使用前应浸入30#机械油挤干后,再蘸取润滑涂料。并注意刷子要常更旧换新,因为用粘糊的刷子就会沾污初型模,每次蘸润滑涂料的刷子可用冷风或压缩空气吹散刷毛,使刷子始终保持“稍微湿润”的状态。刷子一定要保持松散,不要把刷毛浸泡在润滑涂料内,这样才能使初型模保持清洁。
4润滑涂料要放在专用的容器内(特制带篦子的容器),要保持容器内的存贮量要少,防止润滑涂料吸潮变稠而影响均匀涂敷。容器要注意经常保持清洁,篦子和内壁要定期清洗干净。
5一般手工涂刷是制瓶机在不间断动作的瞬间进行涂刷操作,它是一种“操作技巧”。因此制瓶挡车工应细心观察每个机组的瓶子质量情况,并根据瓶子质量情况,定好涂刷的间隔时间和涂刷的位置。要特别注意:
A 由于不同的瓶子,不同的机组和每个机台的具体工艺条件不同,涂刷的周期也不应一样,因此要根据产品的品种与具体工艺条件和涂刷的操作经验来正确地调整涂刷的间隔时间。
B 注意只有在必要时才进行涂刷,位置要准确,动作要迅速,涂刷量要少,而且涂得要均匀。一般只要看准位置,从上往下轻轻地抹一次即可。
C 如果刷子连续使用时,应将刷子转动一个适当的角度后再使用(使刷子松散)。
D 涂刷过多或者不均匀就会初型模,降低效率(频繁更换模具),影响瓶子质量。润滑涂料涂刷越少越均匀,则瓶子表面质量越好。
E 对口模涂刷润滑涂料时,设计有涂刷润滑涂料功能的机台,应在停机的状态下涂刷涂料,要制作合适专用的刷子,在口模处于芯子位置时进行涂刷,才能涂刷得到位、有效,而且要根据具体产品、生产条件制订相应的涂刷润滑涂料周期。
F 涂刷润滑涂料后第一运转周期的瓶子应予剔除,防止涂刷涂料时芯子上的油灰进入瓶内产生质量问题,或是涂刷涂料时,由于模具温度的变化造成的瓶子质量问题。
6 润滑涂料在初型模内腔的涂刷位置也很重要,对不同形状的初型模内腔,料滴对模具的冲击磨损比较严重的也只是某一特定的部位,在这个部位涂料薄膜的磨损较快,因此要看准位置将润滑着重涂刷在这个部位。一般应在初型模的中、下部(扑气线以下),两端要尽量少涂,注意不要使润滑涂料沾污在初型模的合缝面上。
7为了使润滑涂料在初型模内成膜均匀,刷子不一定每次都要蘸取润滑涂料,只要吹散刷毛,使刷毛呈稍微湿润松散的状态,仍可坚持使用。要特别注意:每次要错开往模具涂刷的机组顺序,以免同一个机组的模具总是先涂刷,而造成涂膜不均匀。
8 当使用没有经过预涂层处理的初型模时,在装机前最佳的处理方法应先将初型模预热到400℃~500℃,用纯棉纱清除表面灰尘或用含30#机油的干净棉纱擦拭后,迅速的涂刷润滑涂料,使其达到薄而均匀的涂层。此时的涂膜应呈现银灰色,这是该润滑涂料的最佳成膜温度,附着最好,用棉纱擦拭时不脱落。如当涂层呈蓝色或黑色时则说明是初模温度过低,当初型模烘烤温度过高时,则因涂料的迅速挥发而不易生成均匀的润滑薄膜。因此初型模的第一次的涂刷操作极为重要。
四 理性地对待模具涂料的使用误区
1 首先模具润滑涂料其性能特征,应能使模具达到良好的润滑脱模效果。因此要特别提醒制瓶机操作工,认识到模具润滑涂料决不是“万金油”,它解决不了制瓶机动作上存在的不足,也纠正不了模具本身存在的缺陷,更解决不了模具冷却方面存在的问题。所以要很明确的说明,它掩盖不了制瓶机动作存在的某些隐性问题和由其对产品质量所产生的负面影响。
2 模具润滑涂料决不应弄脏模具。对润滑涂料“附着力”的认识误区,不应认为涂料的附着力越大越好,因为附着力是对润滑周期的满足,至今国际上的知名通用品牌的模具润滑涂料,其润滑周期一般均在20分钟左右。过强的附着力会造成初型模具内腔结疤和增加模具合缝线的间隙,导致产品出现“初模线”等缺陷,增加了模具清洗维修的困难,从而降低了模具的使用寿命。
3对模具润滑涂料的最重要的检验标准,应该是看初坯翻转出初型模后是否有“带料”现象(粘带的涂料黑灰),还要看在玻璃瓶产品表面上是否存有“黑灰”及“黑点”,当用手擦时污染明显,这是绝对不允许有的。它会对饮料厂的灌造成恶劣的影响。因此在正常涂刷操作下每次涂刷的过量或过厚都应该予以避免。
4 对模具润滑涂料分类选用的误区,是简单化的倾向:
a对模具润滑涂料品牌和牌号的选用的合理性。应按其牌号分类的功能有选择的使用,其典型表现是某些厂家将使用通用型的涂料来润滑口模的做法,而国外的做法是选用口模的专用涂料。
b如果为了解决工艺及产品质量上的缺陷,而采取在成型模上涂刷涂料的做法也是一种不明智的。
C 应特别指出的某些习惯操作,是当口模返回在芯子机构位置时,向口模内打涂料的做法其危害最大。尤其当一些劣质的润滑涂料会流入到芯子机构内,这对倒吹气动作产生不良影响,会直接使玻璃瓶产品发生若干缺陷(针对没有涂料键的老机型而言)。
五 涂刷涂料作业
1 初模的涂刷涂料作业:
a刷子的大小与初模的大小相符;
b初模与口模的接触部涂刷涂料时好(滑性、冲击小);
c若刷子过大,会涂在初模(内腔之外,产生积碳(导致合缝线不良),且会使初模颈部涂料不足产生裂纹;
d刷子要充分拧干后使用(弄脏机械/模具→清洁卫生工作量大/常换模具,脏瓶多、油耗大);
e在初模侧涂刷涂料后的油污附着在初坯上是弄脏成模的原因;
f初模从扑气线至下部分要适量涂刷涂料,若过量→排气少→玻璃液与模具接
触不良→硬化不良→底薄、瓶身壁薄;
g涂刷涂料后的刷子要趁热浸入油缸内(温度高,油易浸入刷子内面),之后拧干待用。
h初模吹-吹法涂刷涂料部位: 要从落料位(模具内腔2/3处即扑气线处)开始涂料,一直到底部都要均匀涂刷涂料(图1)。
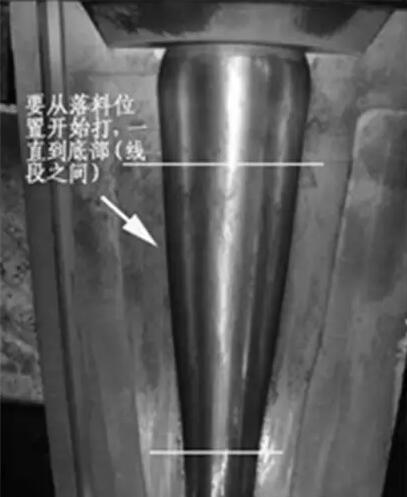
图1
i初模压-吹法涂刷涂料部位:只要涂刷在模腔中间较细的那段部位(图2)。
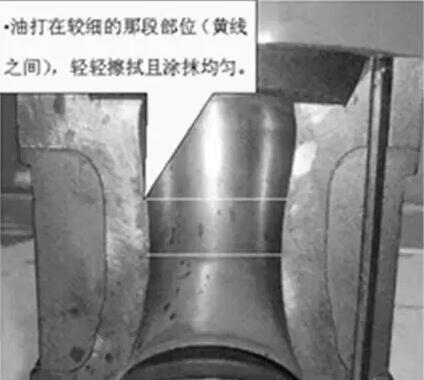
图2
j初模小口压-吹法涂刷涂料部位只涂刷在落料位置到初模收腰位(从漏斗2/3到初模中部)(图3)。

图3
2口模的涂刷涂料作业:
a瓶口长的口模内面涂刷涂料时要更仔细、用心;
b若刷子上带有毛丝,附着在导环顶面时会弄脏导环。
3成模的涂刷涂料作业:
a淌流到成模内腔的涂料会使制品瓶肩/身凹凸不平、油灰;
b刷子充分拧干后要涂刷在必要的位置;
c充分拧干使油不弄脏模具为好(否则更换模具频繁);
d刷子要使手腕能自由活动为好,过长时反而不好。
总之,涂料能减少裂纹,也能产生裂纹、弄脏模具,涂刷涂料要充分注意进行!
a瓶口长的口模内面涂刷涂料时要更仔细、用心;
b若刷子上带有毛丝,附着在导环顶面时会弄脏导环。
3成模的涂刷涂料作业:
a淌流到成模内腔的涂料会使制品瓶肩/身凹凸不平、油灰;
b刷子充分拧干后要涂刷在必要的位置;
c充分拧干使油不弄脏模具为好(否则更换模具频繁);
d刷子要使手腕能自由活动为好,过长时反而不好。
总之,涂料能减少裂纹,也能产生裂纹、弄脏模具,涂刷涂料要充分注意进行!












