【中国玻璃模具网】但日常生活中,各种玻璃制品随处可见,而玻璃模具是玻璃制品的主要成形工具。由于铸铁具有优良的铸造性能、易加工性,最重要的是具有热而不粘的性能,被广泛用于制作玻璃模具,未来铸铁仍将作为制作玻璃模具的主要材质。然而,铸铁材料耐磨性和抗高温氧化性能不佳,在玻璃模具使用过程中,模具型腔频繁交替与1100℃ 左右的玻璃熔体接触,造成玻璃模具骤冷骤热。同时,合缝面在模具启闭中互相摩擦撞击,因此,高温和磨损破坏使玻璃模具型腔尚可工作的情况下,合缝面和合缝线损坏导致玻璃模具过早失效。
针对玻璃模具的主要失效形式,国内外目前采用了合金铸铁、蠕墨铸铁等材质制造模具,但这些材料使模具的铸造、机加工、导热性能变差。采用等离子弧喷焊技术在玻璃模具局部区域堆焊合金粉末,可有效改善玻璃模具的表面性能,强化模具表面,延长模具的使用寿命。并且,等离子弧喷焊层质量高、稀释率低并易实现自动化,因此推广该工艺的应用,对玻璃模具行业有重要的经济意义。
1 玻璃模具型腔等离子弧喷焊工艺
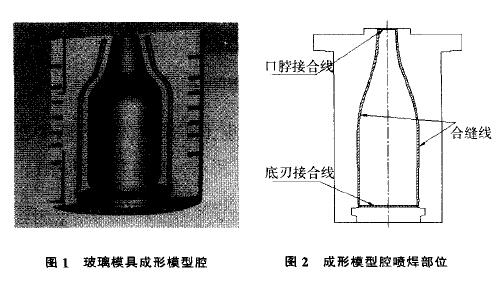
以啤酒瓶成形模型腔为例,如图1所示。模具使用过程中模具合缝线、口脖接合线、底刃接合线(成模与底模接合线)因碰撞进行的维修占所有维修形式的80% 。虽然模具其他部分没有损坏,接合线处的损坏也可导致模具过早失效。因此,在不改变玻璃模具整体性能的基础上,对接合线等处进行模具局部区域等离子弧喷焊,起到强化保护玻璃模具表面的作用,喷焊部位如图2所示。
1.1 喷焊工艺总体流程
玻璃模具型腔等离子弧喷焊工艺流程大致可以分为:喷焊前机加工、预热、喷焊、喷焊后热处理。
模具毛坯表面通常含有氧化皮、污锈等杂质,喷焊时易产生气孔和夹渣,喷焊之前进行初加工,这样可以获得高质量的喷焊工作层。合缝线用平头铣刀粗铣成宽3~5 mm。深1~2 mm 的矩形槽。由于口脖线和底刃接合线是圆弧曲线,采用球头铣刀半精铣(1.5~2.5)mmx45。倒角,其他部位根据要求进行粗铣。喷焊时冷工件受高温,喷焊处和基材热膨胀不同会导致焊缝产生裂纹。喷焊前将玻璃模具放人电炉中预热2~3 min,可有效防止裂纹的出现.预热温度一般为350~400℃ ,预热温度不宜过高。否则基材易被氧化,影响喷焊层的稀释率,降低焊层的硬度和耐磨性。喷焊后的玻璃模具冷却到室温时.喷焊接处存在较大的残余应力,为了稳定尺寸. 防止变形和裂纹,细化晶粒,喷焊后的模具应进行退火,将工件加热到600~700℃,保温1~2 h,随炉冷却到室温。
1.2 等离子弧喷焊基本原理及方法
因等离子弧温度高,热量集中,作用时间短.焊粉和基体界面存在明显的互熔区.在基体产生较小热变形的情况下, 可获得高质量浓密的焊层组织。
等离子弧喷焊设备由电源、引弧装置、控制系统、喷焊机械装置、喷焊枪等部分组成。喷焊枪作为等离子弧喷焊的关键设备,起到产生喷焊所需的等离子弧和输送合金粉末、保护气及离子气、冷却水的作用,其合理的工艺结构直接影响到焊层的质量 。工业纯氩气作为等离子气体和保护气,在进入等离子弧柱区,发生电离现象形成等离子体,经过喷嘴的机械压缩、热压缩、自磁压缩三重压缩,温度急剧升高,喷射速度极快。合金粉末通过送粉道进入弧柱区,瞬间被等离子焰流加热到熔融状态.并随同等离子焰流喷射沉积到工件表面上。
喷焊时,将预热好的工件固定在工作台上。设定喷焊工艺参数。口脖线、底刃接合线形状都比合缝线小. 因此喷焊顺序为: 口脖线一底模线一合缝线。对于口脖线和底刃接合线处,为了减少圆弧直径处的收缩量,采取从半圆中间向两边喷焊的方法。喷焊时,喷焊枪微幅往复摆动,工件以一定的转速转动。喷焊完半圈, 喷焊枪回到初始位置并提起,工件转回初始位置,再喷焊另半圈。













