【中国玻璃模具网】铝压铸模是压力铸造中主要的热作模具.量大面广,尤其是近10多年来发展迅速。3Cr2W8是常用的压锌模用材料。随着压力铸造在工业生产中得到广泛应用,铝压铸模的应用量也越来越广。由于压力铸造是在高压下使熔融金属挤满型腔,压铸成型,在工作过程中反复与炽热金属接触,因此对压铸模有较高的耐热疲劳、导热性、良好的耐磨性和耐蚀性、必要的高温机械性能及脱模性等综合机械性能要求。
然而,传统的铝压铸模热处理强化工艺不尽如入意。本课题经过系统试验和探索,采用NQN复合强化方法对压铸模热处理工艺进行了改进,使铝压铸模的使用寿命提高,降低了生产成本,取得了较好的技术经济效益和社会效益,并探索出一条铝压铸模热处理复合强化的新途径。
2 试验条件及方法
2 .1 试验材料及状态
试验材料采用热柞模具材料3Cr2W8V.经锻打处理以消除网状碳化物,实物零件经调质预先热处理,其f七学成分见表1速度为100 130ram/mitt 光斑直径约为 3ram,处理时用氩气保护。
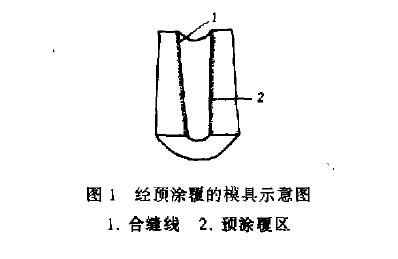
(3)工业装机试验。梅激光台金化处理的玻璃模具经机加工处理后,在重庆红岩玻璃厂O.I)6型行瑚式囊l箍觇上进行袋帆斌验.典机建为 6 2 双/mitt,制瓶机的模具型腔内涂有石墨。生产现场对比考核结果为:①未经激光合金化处理的模具.连续使用16~20h,园合缝线磨损需将模具卸下修理,然后才可继续使用。总使用时间16O~2ooh,模具报废。②经激光合金化处理的模具,连续使用100~120h后卸下清理油垢,此时模具的舍缝线完好,不需修理可继续使用。模具总使用时间在1900-220011。
通过以上对比可见,玻璃模具经激光合金化处理后寿命显著提高,这样不仅提高了产品质量,降低了生产成本,而且减少了操作工人在较恶劣的条件下更换模具的次数,从而降低了制瓶工人的劳动强度,因此该工艺具有较大的推广价值。













